[Aktualizacja] Link do nowego artykułu: Kalibracja temperatury druku – Ultimaker Cura 4.9.0.
[Aktualizacja] Jeśli korzystasz z Super Slicer’a lub Prusa Slicer’a, poradnik jak przeprowadzić kalibrację temperatury znajdziesz tutaj: Kalibracja temperatury druku – Super Slicer/Prusa Slicer
W tym artykule dowiesz się w jaki sposób dobrać idealną temperaturę dyszy do danego materiału. Jak już pewnie wiesz, każdy rodzaj filamentu (PLA, PET-G, ABS) wymaga innej temperatury druku, a różnice moga sięgać nawet 70°C (lub więcej). Kalibrację temperatury hotendu, powinieneś jednak przeprowadzić nawet, jeśli stosujesz ten sam rodzaj materiału, ale zmieniasz kolor lub producenta, gdyż barwniki oraz różnego rodzaju domieszki stosowane przez róznych dostawców, znacząco wpływają na charaktrystykę tworzywa.
Zła temperatura druku, może być przyczyną powstawania wielu problemów z drukowanym modelem, ale może też spodowodować uszkodzenie samej drukarki.
• Wyższa temperatura druku – spowoduje, że wydrukowane elementu będą bardziej wytrzymałe, dzieki lepszej przyczepności warstw. Jednak bardziej rozgrzany filament, będzie miał tendencję do wyciekania z dyszy, przez co przyczynia sie do powstawania nitek, detale wydruku traca na jakości, a zwisy pod duzym katem mogą powodować problemy. Zbyt wysoka temperatura hotendu, może spowodwać uszkodzenie niektórych częsci drukarki jak np. rurka PTFE.
• Niższa temperatura druku – zmniejszy tendencję do nitkowania, a detale druku i zwisy będą łatwiejsze do wydrukowania, jednak wydruki moga być mniej wytrzymałe. Zbyt niska temperatura druku może spowodować, że filament przestanie być wytłaczany, gdyż powodu zbyt dużej gęstości materiału, ekstruder nie będzie w stanie przepchnąć go przez dyszę.
Temperatura druku i retrakcja, są ze sobą związane, dlatego może zajść taka potrzeba, że bedziesz musiał dopasować te dwa parametry do siebie, kalibrując je kilkukrotnie (kalibracja retrakcji) w celu uzyskania idealnego rezultatu.
Kalibracja temperatury
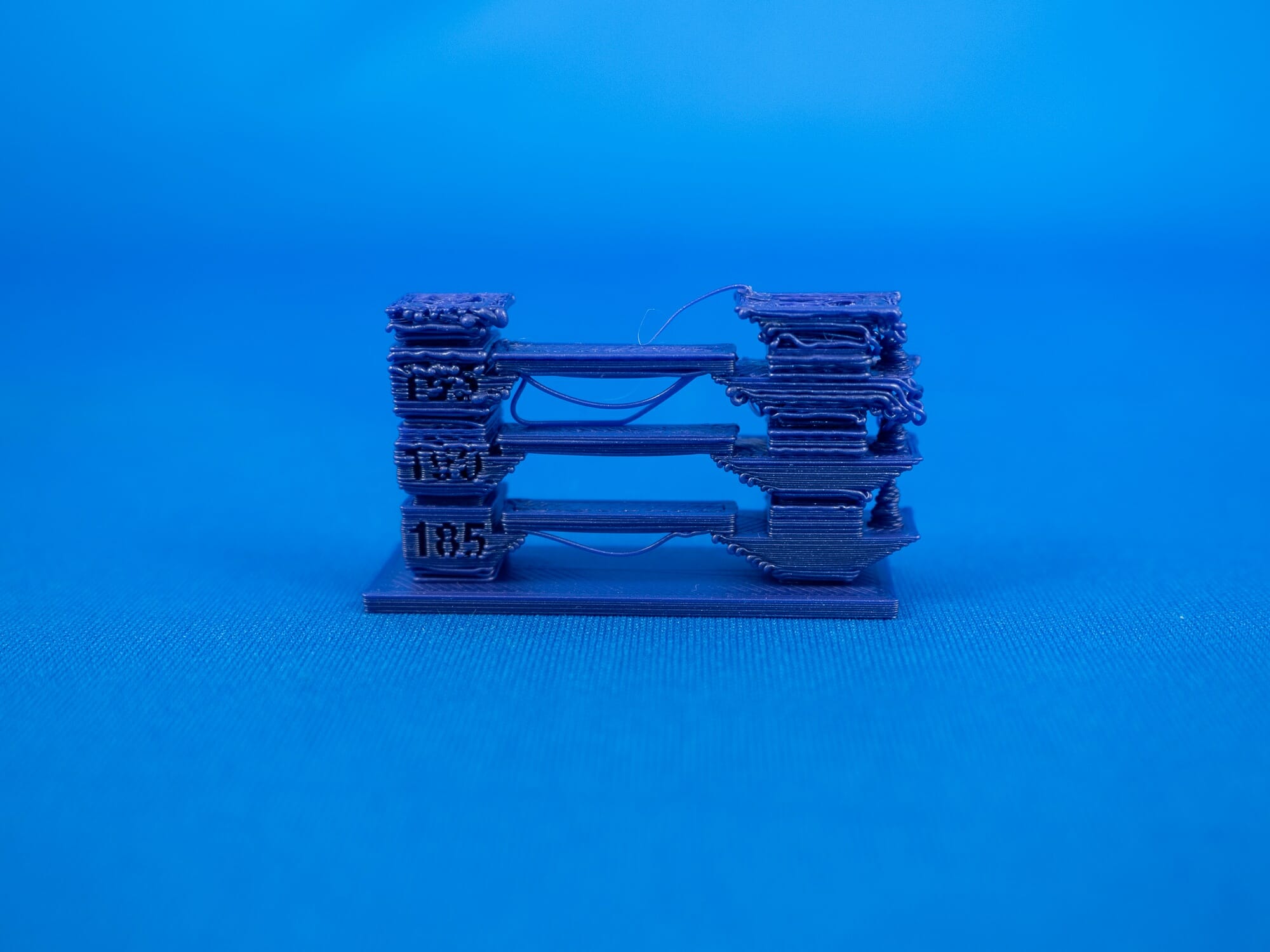
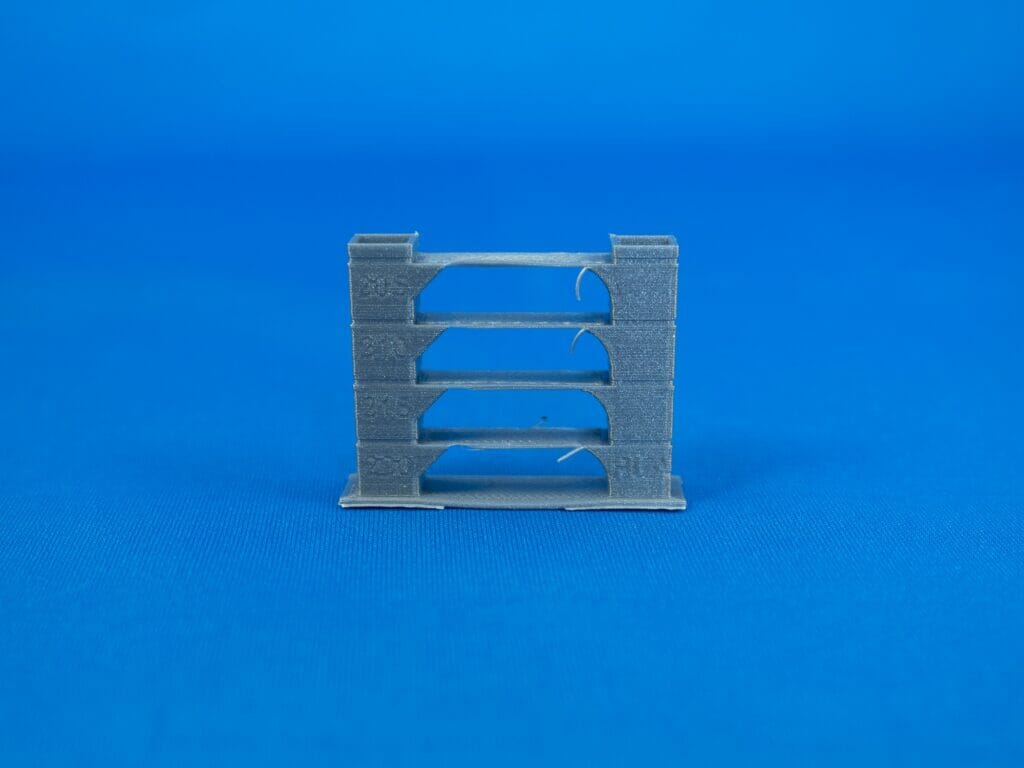
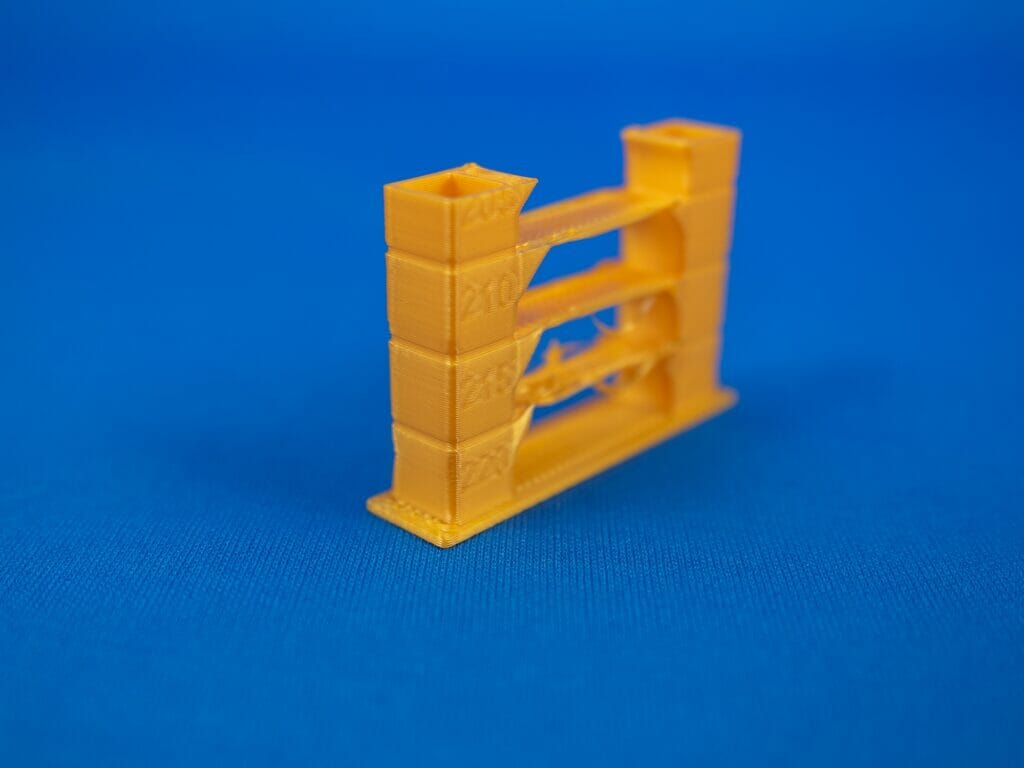
W celu kalibracji temperatury druku, posłużymy się wieżą temperatury, która zaprojektowana jest w taki sposób (mosty, zwisy, szpice), aby maksymalnie utrudnić drukarce zadanie, dzięki czemu bez problemu dostrzeżemy wpływ temperatury na wydruk. Cała procedura, bedzie przebiegac bardzo podobnie jak w przypadku kalibracji retrakcji.
Będziemy stopniowo zmieniać temperature dyszy, wraz ze wzrostem wysokości wieży, co pozwoli nam określić jaka wartość spisuje sie najlepiej dla testowanego filamentu.
• Na początku musisz ustalić zakres termperatury, dla rodzaju filamentu, który chcesz testować. Taki informacje, możesz znaleźć na opakowaniu filamentu lub na naszej stronie – temperatura dyszy. Podczas kalibracji, możemy wyjść poza standardowe wartości, zaczynając np. 15°C powyżej maksymalnej zalecanej temperatury, a kończąc 15°C poniżej minimalnej zalecanej wartości. Pozwoli to lepiej dostrzec różnice.
• Dla przykładu przyjmijmy, że przeprowadzamy kalibrację na PLA (w przypadku innego typu filamentu, różnica będzie tylko w zadanych temperaturach). Przyjmując, że standardowy zakres temperatur dla PLA to ok. 190 – 220°C, kalibrację przeprowadzimy w zakresie 225 – 180°C.
• Pobierz wieżę temperatury odpowiednią dla naszego filamentu (na każdym segmencie napisana jest wartość temperatury, jednak nie jest to wyznacznik, że musisz użyć własnie takiej wartości. Musisz jedynie pamietać jaką wartość dla którego segmentu ustawiasz).
• Plik STL otwieramy w programie Ultimaker Cura 4.8, ustawiamy wszystkie podstawowe parametry druku (jesli potrzebujesz podstawowych informacji, jak skonfigurować slicer najdziesz je tutaj).
• W tym momencie, musisz wykonać podobne kroki jak te opisane w artykule kalibracja retrakcji. Tutaj skupimy sie tylko na róznicach.
• Otwieramy zakładkę Extensions – Post Processing – Modify G-Code, nastepnie dodajemy pierwszy skrypt ChangeAtZ.
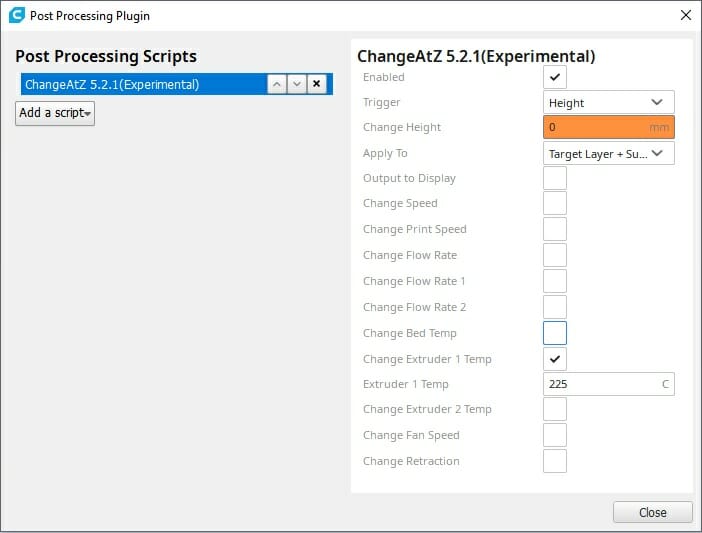
• W otwartym oknie w polu Trigger wybierz Height, w okienku Change Height wpisz 0 mm, poniżej zaznacz Change Extruder 1 Temp, a w okienku, które się pojawi Extruder 1 Temp wpisz temperaturę, od której chcesz zacząć kalibrację.
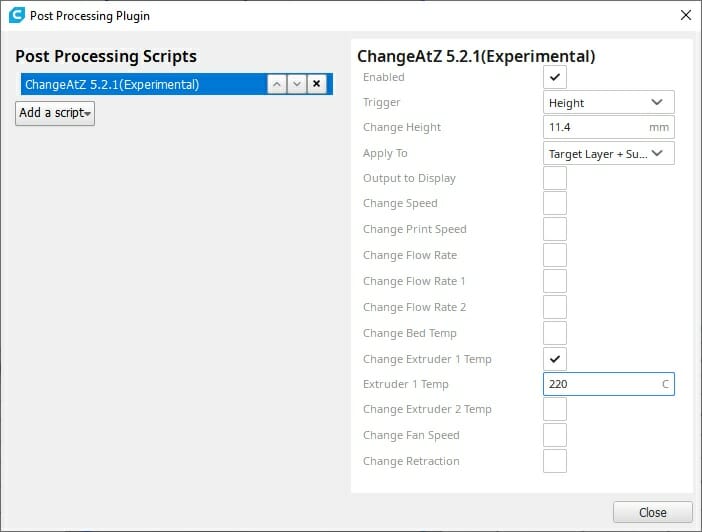
• W następnym skrypcie ChangeAtZ, zmień Change Height na 11.4 mm, a Extruder 1 Temp obniż o 5°C.
• Jako, że wieża ma 10 segmentów, tak samo jak w przypadku kalibracji retracji, tworzymy łącznie 10 skrytpów ChangeAtZ, jednak teraz za każdym razem do Change Height dodajemy 10 mm (21.4, 22.4, 32.4 … 101.4), a od Extruder 1 Temp odejmujemy 5°C (215, 210, 205 … 180).
• Kiedy slicer jest już ustawiony, „potnij” model naciskając niebieski przycisk Slice, a przygotowany plik wrzuć na kartę pamięci i wydrukuj.
Ocena wydruku i ustawienie temperatury w slicerze
Gdy wieża będzie gotowa, porównaj efekty na poszczególnych segmentach i oceń, który wygląda najlepiej.
• Znając wartość temperatury (nie koniecznie tą napisaną na modelu) dla każdego segmentu, łatwo stwierdzisz, jaka temperatura najlepiej sprawdza się dla tego konkretnego filamentu.
• Teraz pozostało ci jedynie wpisać tą wartość do slicera. W przypadku Cury ustawienia te znajdują się w zakładce Material pod nazwą Printing Temperature. Możesz też podnieść temperaturę pierwszej warstwy Printing Tempereture Initial Layer o kilka stopni, co powinno poprawić przyczepność modelu do stołu, jednak nie jest to obowiązkowe.

Podsumowanie
Powyższa procedura pozwoli ci dobrać idealna temperaturę do konkretnego filamentu i powinna być powtarzana, za każdym razem, gdy zakładasz do drukarki nowy filament, z którego jeszcze nie drukowałeś, nawet jesli zmienił sie tylko kolor materiału.
Po określeniu idealnej temperatrury druku dla danego filamentu, warto też zapisac sobie tą wartość na szpuli lub stworzyć osobny profil w slicerze, aby uniknąć ponownej kalibracji w przyszłości.