[Aktualizacja] Link do nowego artykułu: Kalibracja retrakcji – Ultimaker Cura 4.9.0
Idealnie byłoby, gdyby płynny filament, wypływał przez dyszę tylko wtedy, gdy tego oczekujemy, a w momencie gdy silnik zatrzymuje się, ekstruzja ustaje. Niestety roztopiony plastik ma taką naturę, że bedzie wyciekał z dyszy pod wpływem grawitacji, nawet gdy nie jest pchany przez ekstruder, co powoduje powstawanie nitek i niedoskonałości pomiędzy oddalonymi od siebie punktami modelu.
Aby temu przeciwdziałać, musimy ustawić retrakcję, czyli wycofanie filamentu. Proces ten polega na tym, że w momencie, gdy drukarka kończy drukować dany punkt, a głowica ma zostać przesunięta w inne miejsce, ekstruder cofa filament o określony dystans z określoną prędkością, a gdy głowica znajdzie się w miejscu docelowym, ekstruder wsuwa filament z powrotem i kontynuuje druk.
Kalibracja retrakcji polega na znalezieniu odpowiedniego dystansu i prędkości wycofania metriału. Nie jest to proces szczególnie trudny, natomiast problem polega na tym, że nie ma jednej uniwersalnej wartości, która sprawdzi się w każdej sytuacji lub dla danego modelu drukarki. Zmiana rodzaju filamentu (PLA, PET-G, ABS), producenta, a nawet koloru materiału, może wiązać się z potrzebą ponownej kalibracji. Dodatkowo inne parametry jak np. temperatura druku, rownież wpływają na wyciekanie plastiku z dyszy i powstawanie nitek, dlatego jeśli na początku efekty nie będą zadowalające, warto powtórzyć kalibrację, zmieniając temperaturę dyszy o kilka stopni w dół lub w górę i porównać rezultaty.
Kalibracja parametrów retrakcji
Warning: Undefined variable $className in /home/klient.dhosting.pl/vellkan/zen3d.pl/public_html/wp-content/themes/zen3d/blocks/message.php on line 11
Podczas kalibracji, będziemy ustawiać dwa podstawowe parametry:
– Dystans retrakcji (Retraction distance)
– Prędkość retrakcji (Retraction speed)
Pomimo, iż nie ma uniwersalych wartości tych parametrów, to możemy określić przybliżony zakres, w którym powinien mieścić się dystans naszej retrakcji.
• Drukarka typu direct drive, wymaga mniejszej retrakcji, ponieważ ekstruder znajduje sie bezpośredniu przy hotendzie. W tym przypadku prawidowa wartość retrakcji powinna oscylować w okolicach 0.6 – 2 mm, a predkość 25 – 35 mm/s.
• Drukarka typu Bowden, będzie wymagała większej retrakcji, gdyż ekstruder jest oddalony od hotendu, a filament podawany jest przez rurkę. Średnica wewnętrzna rurki jest wieksza, niż średnica filamentu, przez co tworzy się luz, który ekstruder musi wybrać podczas retrakcji. Tutaj zakres retrakcji powinien mieścić się w okolicach 2 – 7 mm, a prędkość 30-80 mm/s.
Do wykonania kalibracji, posłuży nam wieża retrakcji, a do przygotowania pliku kalibracyjnego użyjemy programu Ultimaker Cura.
Warning: Undefined variable $className in /home/klient.dhosting.pl/vellkan/zen3d.pl/public_html/wp-content/themes/zen3d/blocks/message.php on line 11
• Na początku otwórz pobrany plik STL w slicerze (tutaj skupimy się tylko na ustwieniach związanych z kalibracją retrakcji, więcej informacji jak ustawić slicer znajdziesz tutaj).
• Ustaw wszystkie podstawowe parametry druku dla filametu, na którym będziesz przeprowadzał kalibrację. Wartości retrakcji są w tym momencie nie istotne. A następnie w lewym górnym rogu wejdź w zakładkę Extensions – Post Processing – Modify G-Code, otworzy się nowe okno.

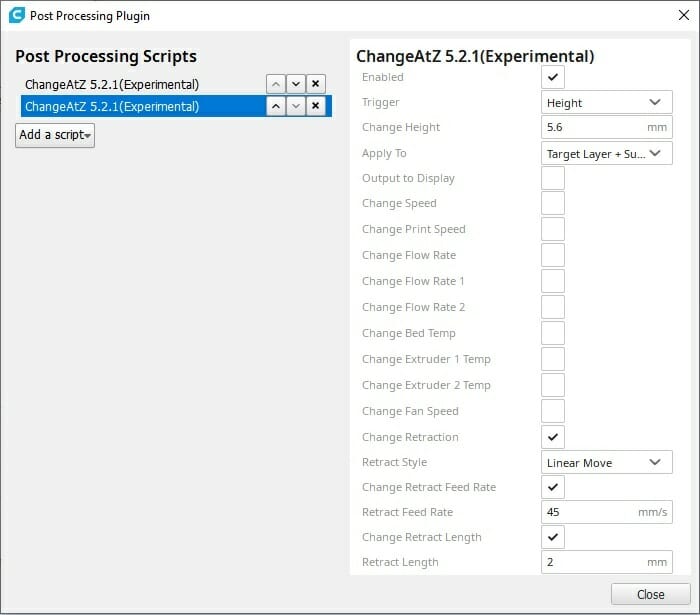
• Naciśnij Add a script, a następnie wybierz skrypt ChangeAtZ.
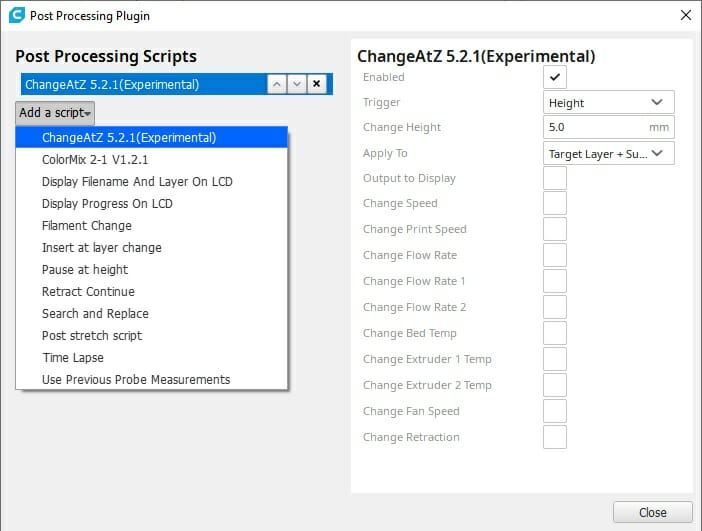
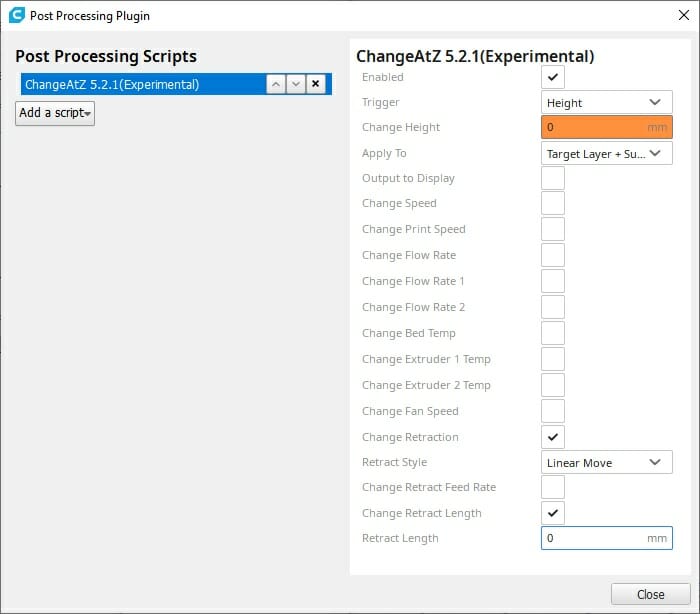
• Na liście po prawej stronie parametr Trigger ustaw na Height, w oknie Change Height wpisz 0 mm, a na dole okna zaznacz Change Retraction. Pojawią się nowe opcje, zaznacz Change Retract Length, a okienku Retract Length wpisz wartość 0. Takie ustawienie spowoduje całkowite wyłączenie retrakcji na początku druku. Pozwoli to później łatwiej dostrzec różnicę pomiędzy ustawieniami.
• Teraz ponownie wykonaj powyższe kroki, dodając kolejny skrypt ChangeAtZ, ale tym razem w oknie Change Height wpisz 5.6 mm oraz zaznacz pola Change Retract Feed Rate (prędkość retrakcji) oraz Change Retract Length (dystans retrakcji).
Warning: Undefined variable $className in /home/klient.dhosting.pl/vellkan/zen3d.pl/public_html/wp-content/themes/zen3d/blocks/message.php on line 11
Jesli twoja drukarka to direct drive zacznij kalibrację od dystansu retrakcji 0.2 mm oraz predkości 25 mm/s.
Natomiast jeśli twoja drukarka posiada bowden, ustaw dystans retrakcji 2 mm oraz predkość 45 mm/s.
• Nasz model jest podzielony na 10 segmentów, więc powtarzamy powyższe czynności, tak długo, aż uzyskamy 10 skryptów ChangeAtZ. Za każdym razem zmieniaj wartość Change Height, dodając 5 mm (10.6, 15.6…45.6 mm) W każdym klejnym skrypcie należy też zmieniać wartość parametru Change Retract Length. W przypadku direct drive najlepiej dodawać 0.2 mm (0.4, 0.6, 0.8…1.8 mm), natomiast w bowdenie możemy zmieniać dystans retrakcji co 0.5 mm (2.5, 3, 3.5…6 mm). Na ten moment nie zmieniaj predkości retrakcji, ponieważ, zmiana więcej niż jednego parametru na raz, skomplikuje interpretację rezultatów.
• Kiedy slicer jest już ustawiony, „potnij” model naciskając niebieski przycisk Slice, a przygotowany plik wrzuć na kartę pamięci i wydrukuj.
Ocena wydruku i ustawienie retrakcji w slicerze
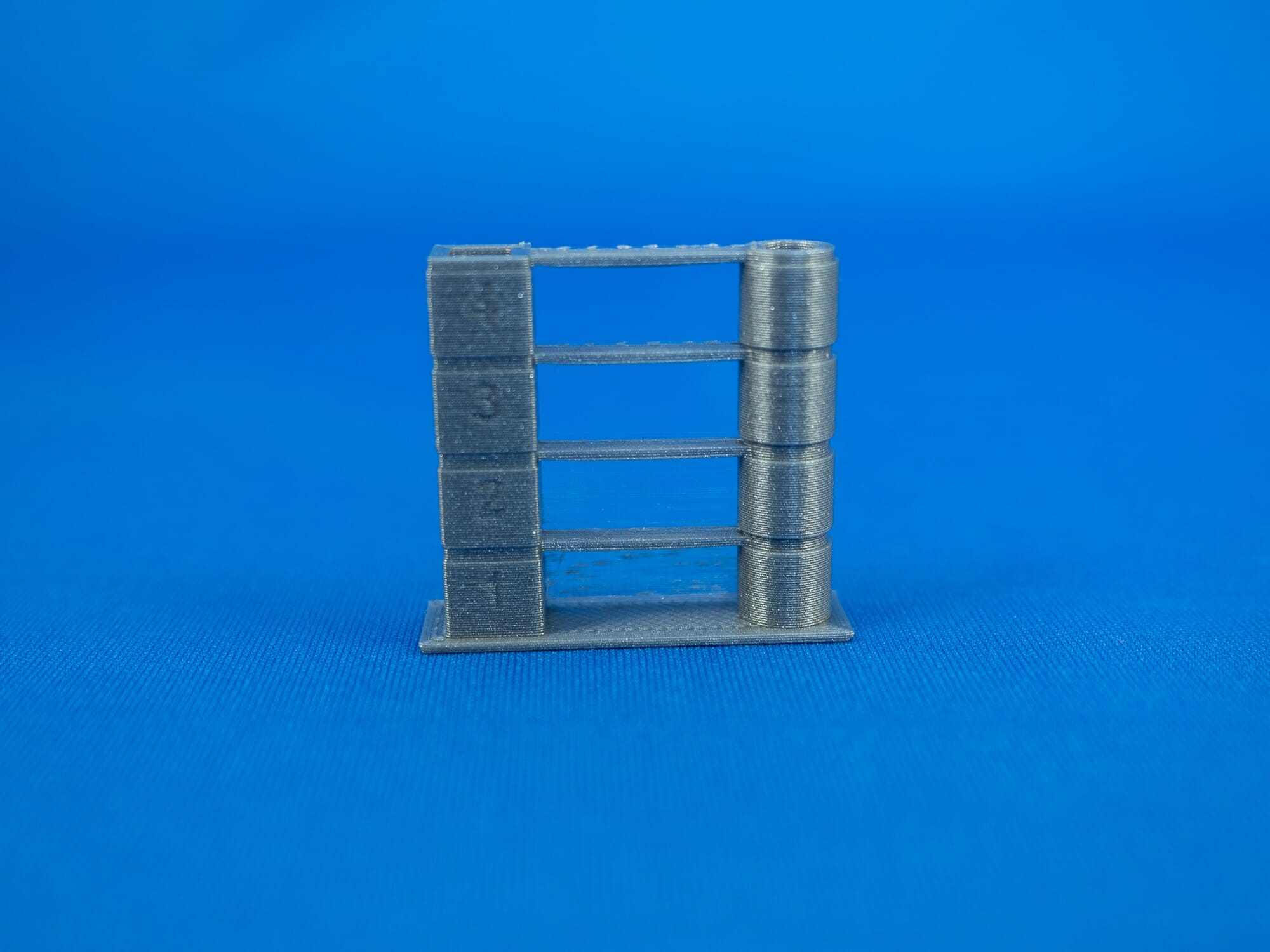
Kiedy wieża retrakcji skończy się drukować, porównaj efekty uzyskane na poszczególnych segmentach modelu. Powinieneś bez problemu dostrzec różnicę, pomiędzy nimi. Dolna część wieży, gdzie retrakcja była wyłączona, prawdopodobnie będzie posiadała mnóstwo nitek i nadlewek materiały, natomiast im wyżej, model powinien wyglądać co raz lepiej.
• Jako, że znasz dystans retrakcji ustawiony dla każdego segmentu, łatwo określisz, jaka wartość sprawdziła się najlepiej.
• W tym momencie warto powtórzyć test, jednak tym razem w każdym skrypcie ChangeAtZ, w Change Retract Length (dystans retrakcji) ustaw wartość, która dała najlepszy efekt w pierwszej wieży, natomiast w Change Retract Feed Rate (prędkość retrakcji) wpisz różne wartości, np. 30, 35, 40, 45, 50, 55, 60… dla bowdena lub 20, 25, 30, 35, 40, 45… dla direct drive. Wydrukuj wieżę i oceń która prędkość daje najlepsze efekty.
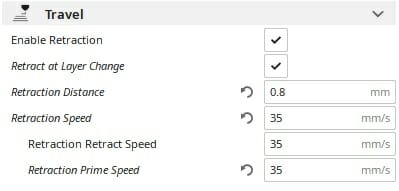
• Gdy znasz już najlepsze ustawienia retrakcji dla twojej drukarki, musisz wpisać je w slicerze. W przypadku Cury ustawienia te znajduja sie w zakładce Travel, pod nazwami Retraction Distance oraz Retraction Speed.
Warning: Undefined variable $className in /home/klient.dhosting.pl/vellkan/zen3d.pl/public_html/wp-content/themes/zen3d/blocks/message.php on line 11
Podsumowanie
Przeprowadzając kalibrację retrakcji zgodnie z naszymi wytycznymi, ustawisz, dwa najważniejsze parametry retrakcji. Są one wystarczające, aby osiągnąć zadowalające efekty.
Należy jednak pamietać, że niektóre fialmety, są bardziej podatne na nitkowanie od innych i praktycznie niemożliwym jest całkowite pozbycie się tego problemu. W slicerze, znajdziesz dużo więcej parametrów retrakcji, niż te, na których sie skupiliśmy. Mogą być one przydatne, w walce z nitkowaniem lub innymi problemami z drukiem, lecz wymagają bardziej zaawansowanej wiedzy i dlatego, jeśli nie masz doświadczenia w druku 3d, warto parametry te zostawić na standardowych wartościach.

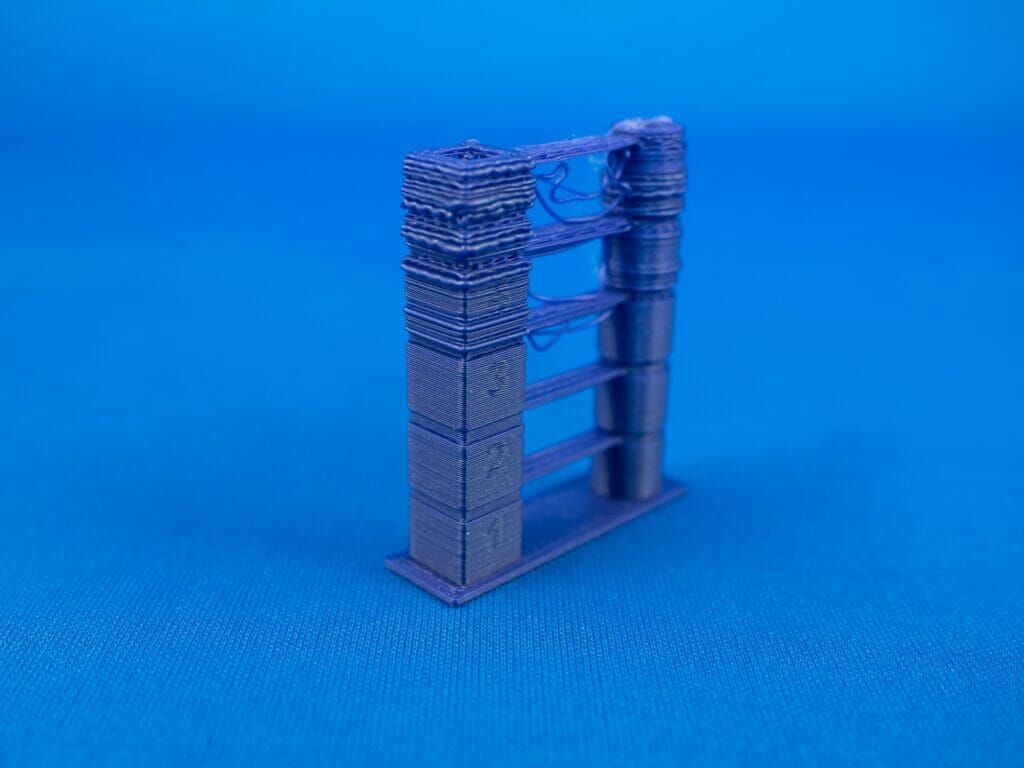
Nieudana próba wieży retrakcji spowodowała nieudany wydruk i zapychania dyszy. 
Skoro udało ci się już uporać z kalibracją retrakcji, przejdź do kalibracji temperatury druku.