Skoro nasz ekstruder jest już skalibrowany, a prawidłowa wartość E-steps zapisana w firmware drukarki, przyszedł czas na kalibrację flowrate (z ang. przepływ) w slicerze. Każdy slicer na opcję, która pozwala kontrolować ilość wytłaczanego materiału. Może ona występować pod różnymi nazwami takimi jak: Extrusion Mulitiplier lub flow, jednak sama idea jest zawsze taka sama.
W celu ustawienia właściwego przepływu filamentu, posłużymy się modelem kalibracyjnym, dostępnym do pobrania tutaj. Cały proces polega na wydruku pustego w środku modelu, a poprzez określenie grubości jego ścian, będziemy w stanie wyliczyć odpowiednią wartość flowrate.
Istnieją dwie metody przeprowadzania kalibracji, część osób preferuje model kalibracyjny ze ścianą o grubości odpowiadającej średnicy używanej w danym momencie dyszy, wtedy ściana ma tylko jeden obrys, inni zaś wolą zastosować ścianę np. 2 razy grubszą niż używana dysza, co sprawia, że wydrukowana ściana ma dwa obrysy.
Osobiście preferuję drugą metodę i to własnie na niej się skupimy. Pomiar dokonywany, na sklejonych ze sobą dwóch obrysach, pozwala nam uzyskać odpowiednią grubość uwzględzniając zmienne takie jak zakładkę pomiędzy obrysami – skin overlap. Mimo, iż w opini przeciwników tej metody, większa ilość zmiennych jest wadą, to bywały przypadki, że przy flowrate skalibrowanym wykorzytując tylko jeden obrys, w poźniejszym druku ściany się rozwarstwiały.
Kalibracja przepływu
Cały proces kalibracji flowrate jest dość szybki i nieskomplikowany.
• Zaczynamy od pobrania modelu kalibracyjnego odpowiadającego średnicy naszej dyszy.
• Następnie w slicerze (w naszym przypadku padło na Ultimacer Cura) przygotowujemy .gcode, pamiętając aby ustawić:
– Line Width – średnica naszej dyszy
– Wall Line Count – min. 2
– Flow – 100%
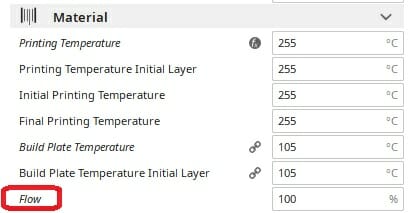
Te parametry są istotne dla kalibracji flowrate, natomiast jeśli potrzebujesz dodatkowych informacji, jak przygotować plik do druku, znajdziesz je tutaj.
• Po zakończeniu druku, bierzemy do ręki suwmiarkę, i mierzymy wszystkie ściany (najlepiej w kilku miejscach, następnie wyciagamy średnią). Jesli używamy dyszy 0.4mm i drukowaliśmy ścianę o dwóch obrysach, nasza suwmiarka powinna pokazać ~0.8mm, jednak z doświadczenia zalecamy ustawić flow w taki sposób, aby finalny wynik był o 0.01-0.02mm większy, czyli 0.81-0.82mm (co daje szerokość pojedynczej lini ok. 0.41mm), aby mieć pewność, że poszczególne linie będą ze sobą dobrze sklejone.
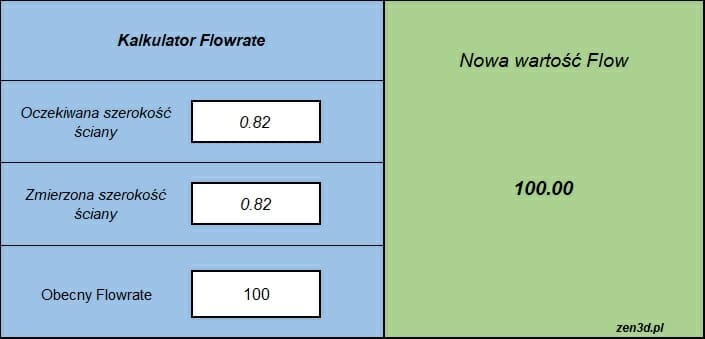
• Gdy znasz już wynik pomiarów i wymaga on kalibracji, skorzystaj z naszego kalkulatora flowrate. Po wpisaniu wszystkich wymaganych danych, otrzymujemy nową, prawidłową wartość flowrate, którą wpisujemy w slicerze.
• Z nową wartością flowrate, wykonujemy wydruk kalibracyjny jeszcze raz i upewniamy się czy oczekiwany efekt został osiągnięty. Jeśli grubość ścian nadal nie jest zadowalająca, nowe dane ponownie wpisujemy w nasz kalkulator, otrzymany wynik ustawiamy w slicerze i wykonujemy wydruk testowy.
Kiedy ponownie kalibrować flowrate?
Kalibracja flowrate będzie ponownie wymagana, gdy zmienisz ekstruder, hotend lub gdy dokonasz w nich modyfikacji np. zmiana dyszy na inna średnicę.
Kolejnym bardzo ważnym krokiem jest -> Kalibracja retrakcji