Drukarki 3D po wyjęciu z pudełka zazwyczaj są w częściach lub złożone tylko częściowo. Tutaj pojawia się pierwszy problem (głównie w chińskich drukarkach), ponieważ często zdarza się, że w fabryce, części ramy są krzywo skręcane (kąty między profilami nie mają dokładnie 90°).
W tej części zadbamy o to, aby rama naszej drukarki była prosta oraz sprawdzimy, czy wszystkie elementy mechaniczne są na swoim miejscu i nie będą powodować problemów podczas dalszej kalibracji. Jest to jedna z najważniejszych czynności jakie musimy wykonać, od niej będzie zależało czy drukarka będzie drukowała „prosto”.
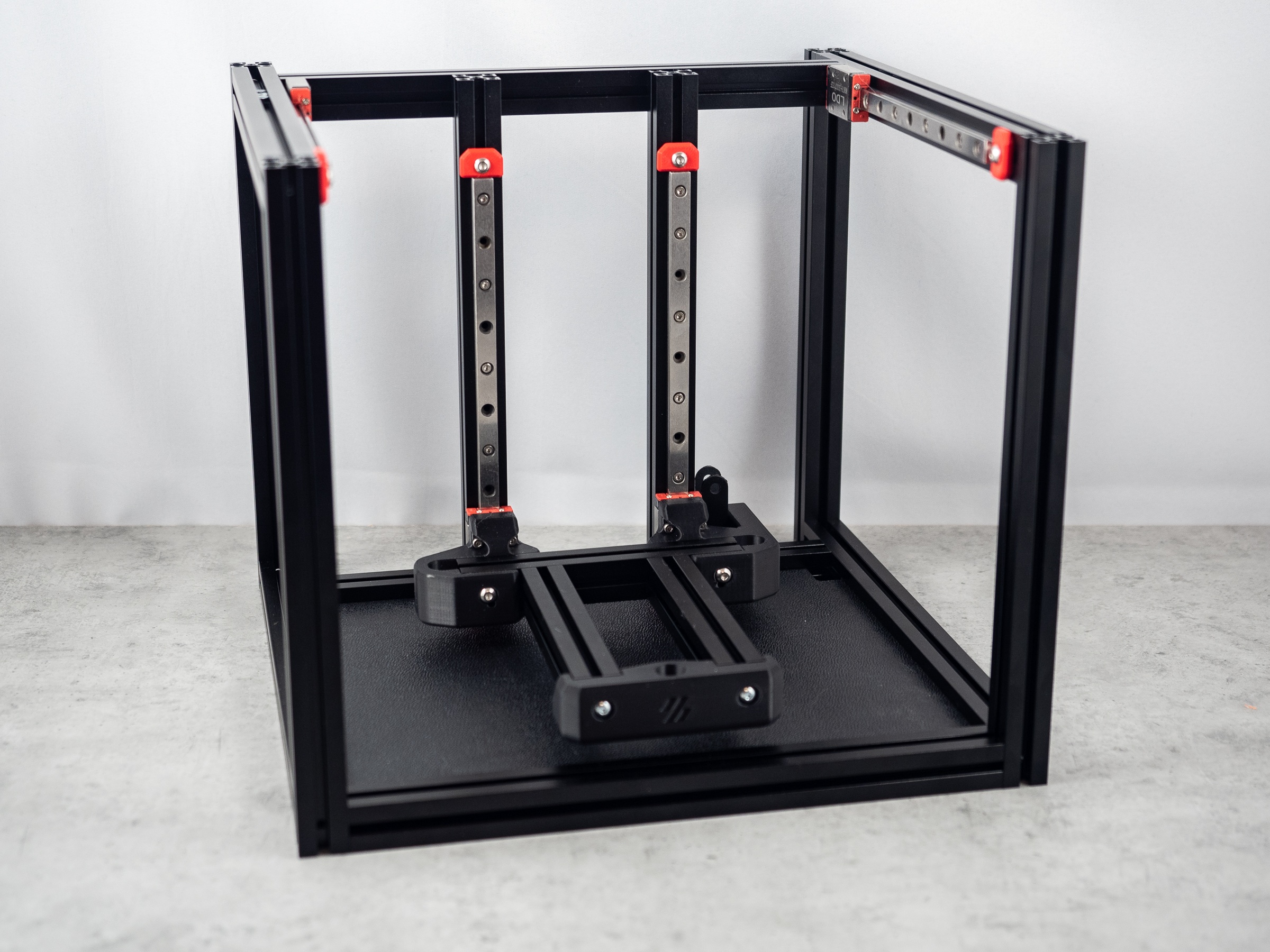
Skręcanie ramy
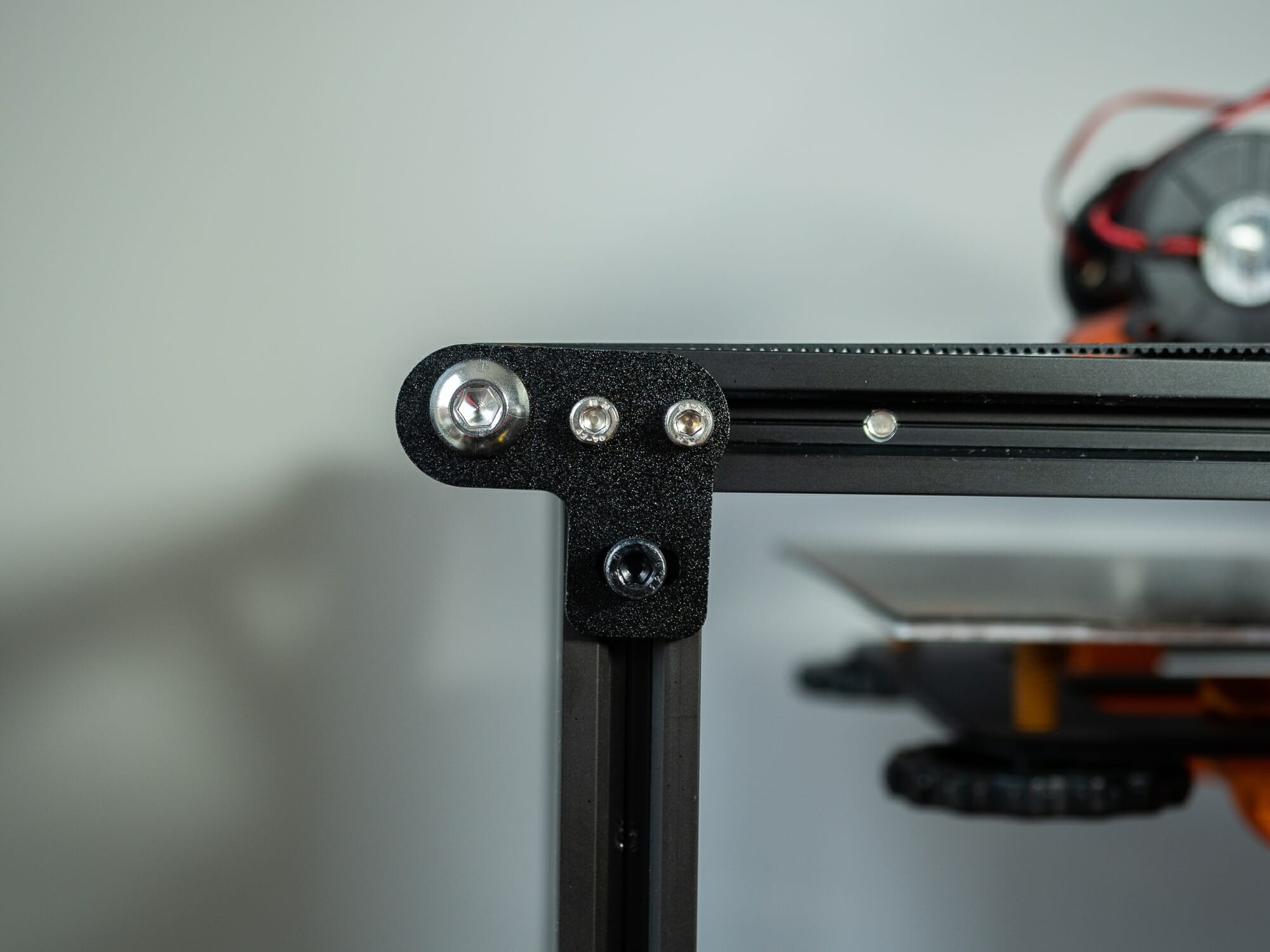
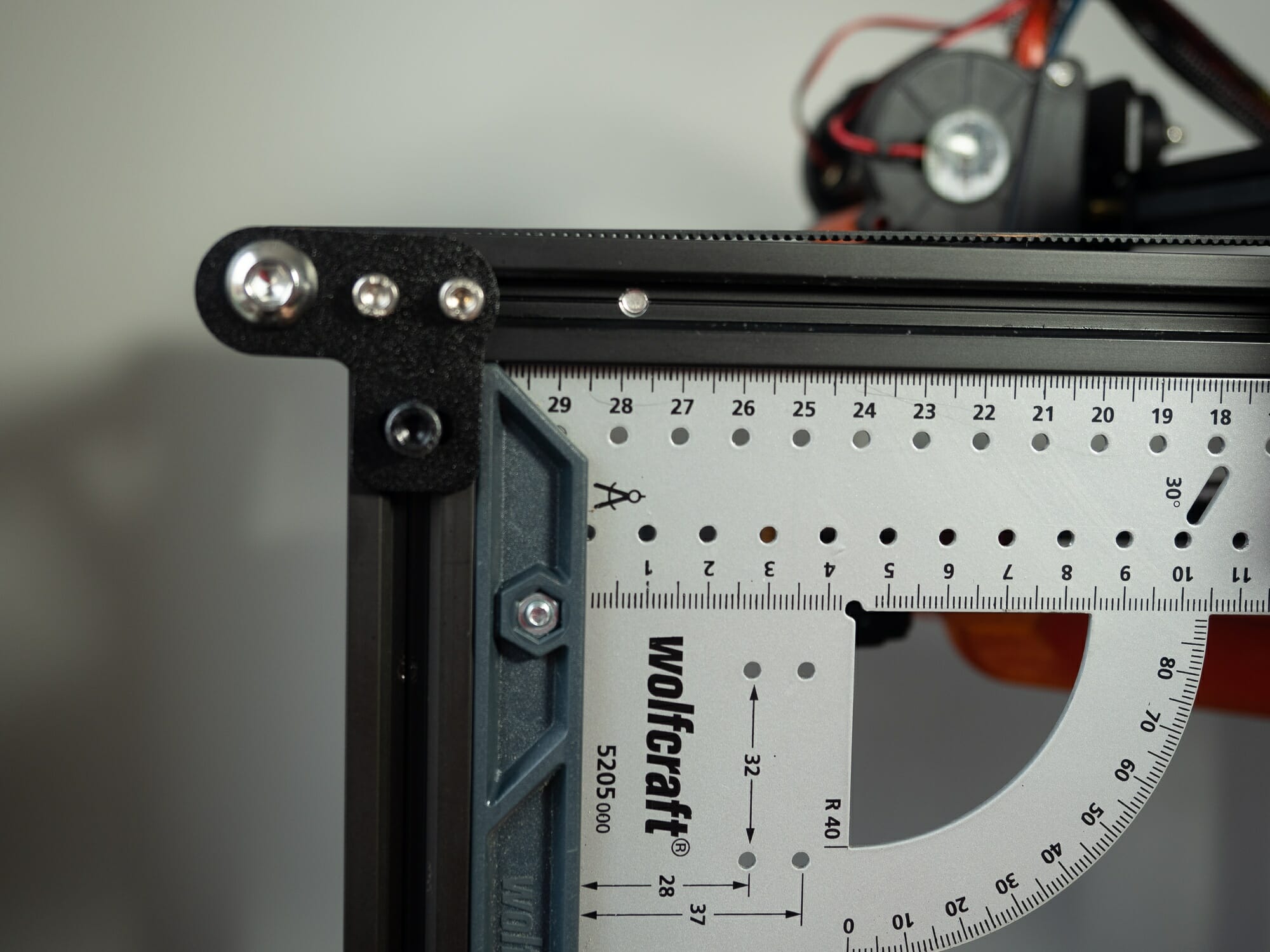
Jak już wcześniej wspominaliśmy, rama może być wstępnie skręcona. Jednak zalecamy, aby poluzować wszystkie połączenia, a następnie wykorzystując kątomierz lub inny przyrząd, który pozwoli nam ustawić kąt dokładnie 90° skręcić profile ponownie.
Tak samo postepujemy ze wszystkimi pozostałymi połączeniami ramy. Przykładamy profile do siebie w miejscu wymaganego łączenia, wstępnie skręcamy, następnie przykładamy nasz sprzęt pomiarowy (90°) i dokręcamy. Śruby należy dokręcić mocno, jednak z wyczuciem, tak aby nie uszkodzić gwintu.
Sprawdzenie połączeń
Po skręceniu ramy, warto jeszcze raz upewnić się, czy napewno wszystkie śruby są dokręcone.
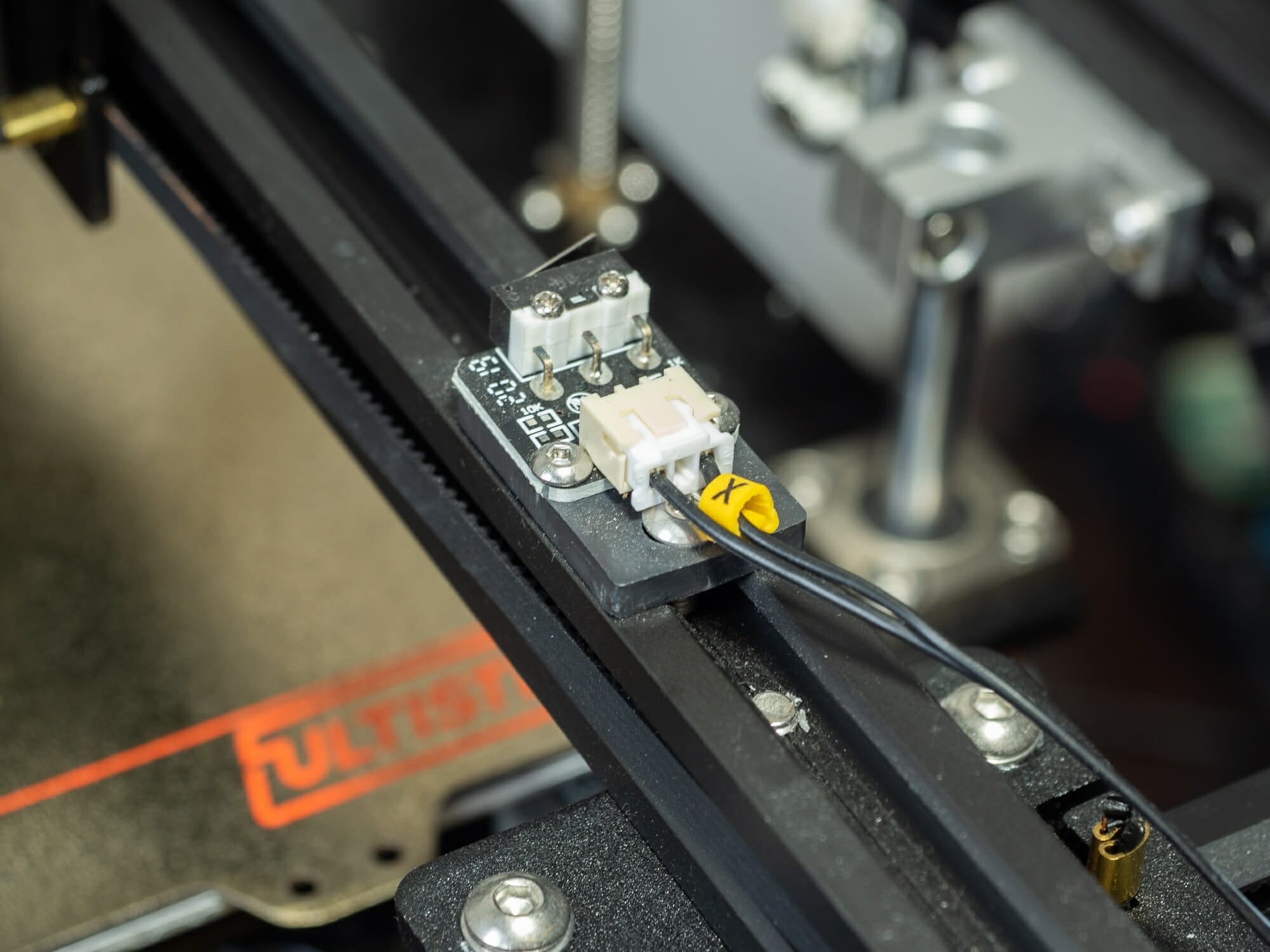
Następnie sprawdź, wszystkie pozostałe elementy drukarki takie jak suwnica, karetka, hotend, silniki pod kątem luźnych śrub.

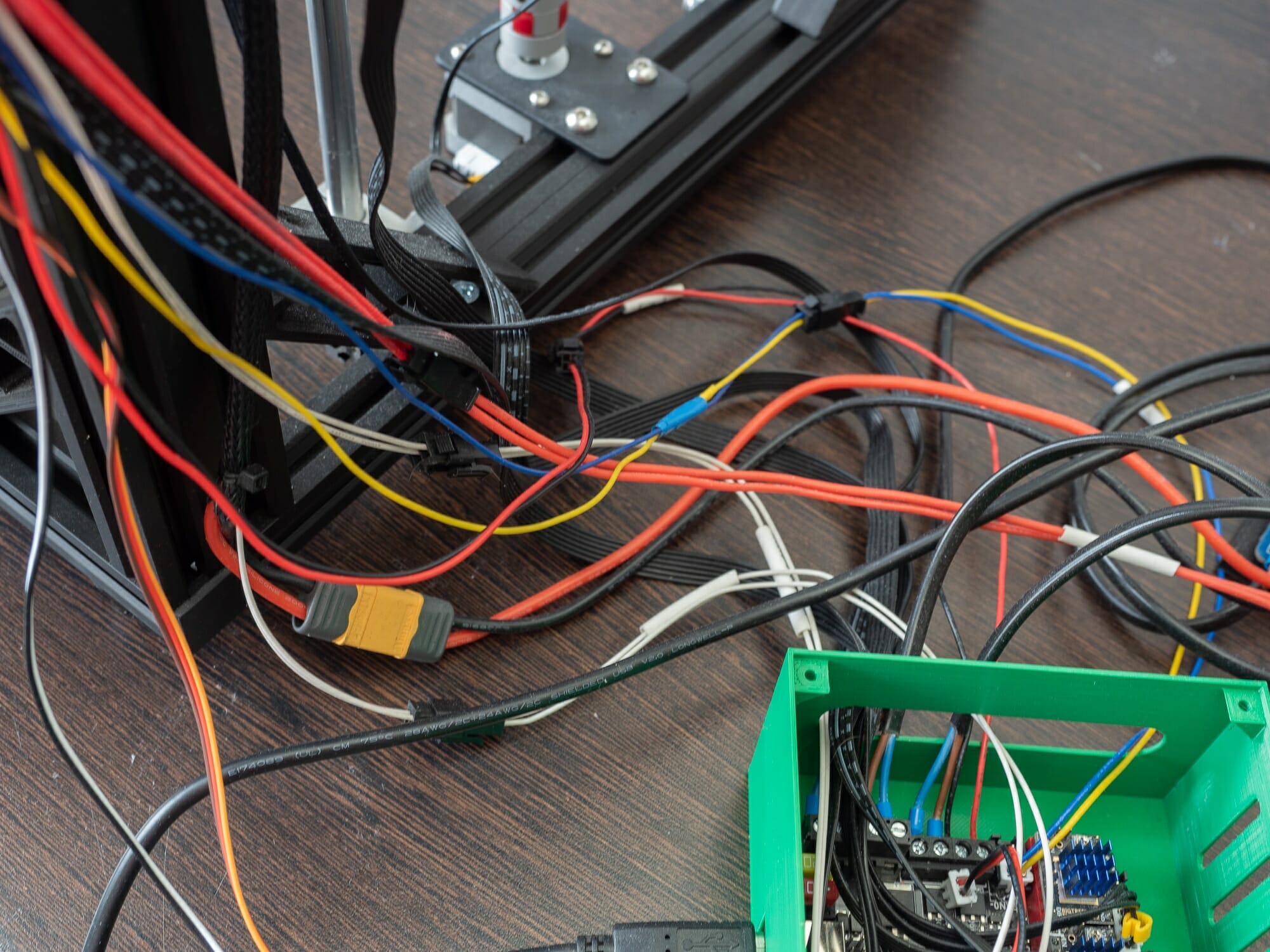
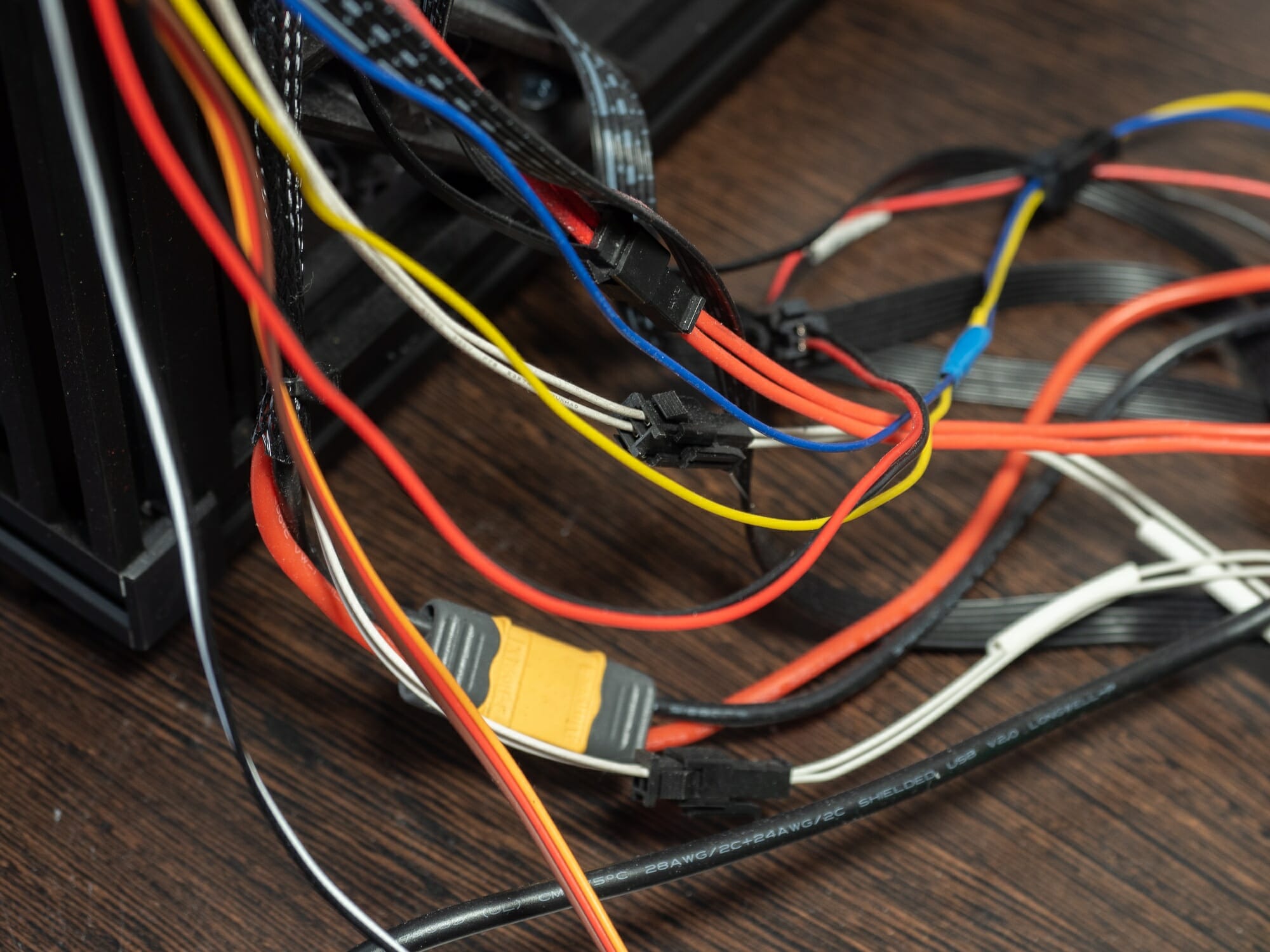
Okablowanie
Podłącz wszystkie wtyczki do odpowiednich gniazd (zgodnie z instrukcją drukarki), a następnie ponownie sprawdź, czy wszystko podpięte jest we właściwe miejsce.
Zadbaj o to, aby wszystkie wiązki kabli, ułożyć w maksymalnie przejrzysty sposób (najlepiej wykorzystując do tego celu opaski ściągające), tak aby ruchome elementy mogły swobodnie przemieszczać sie w pełnym zakresie ruchu i nie zahaczały o okablowanie.

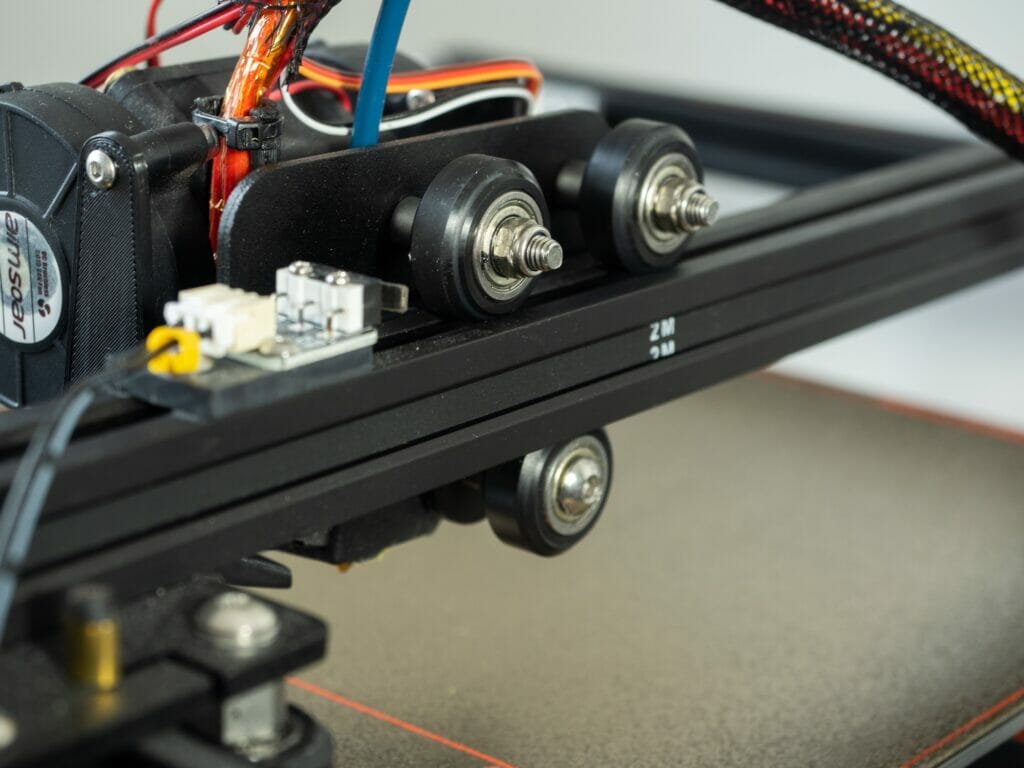
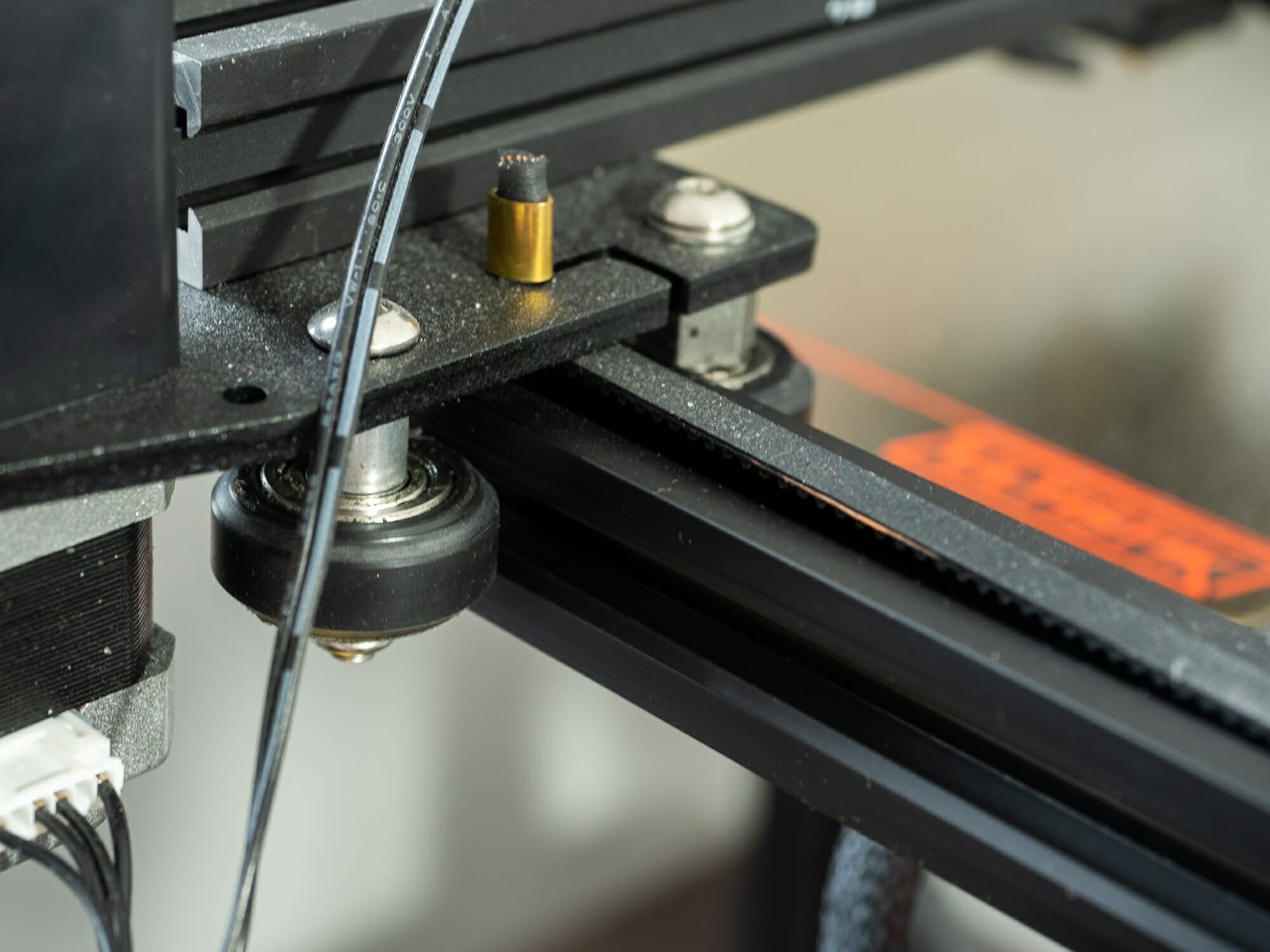
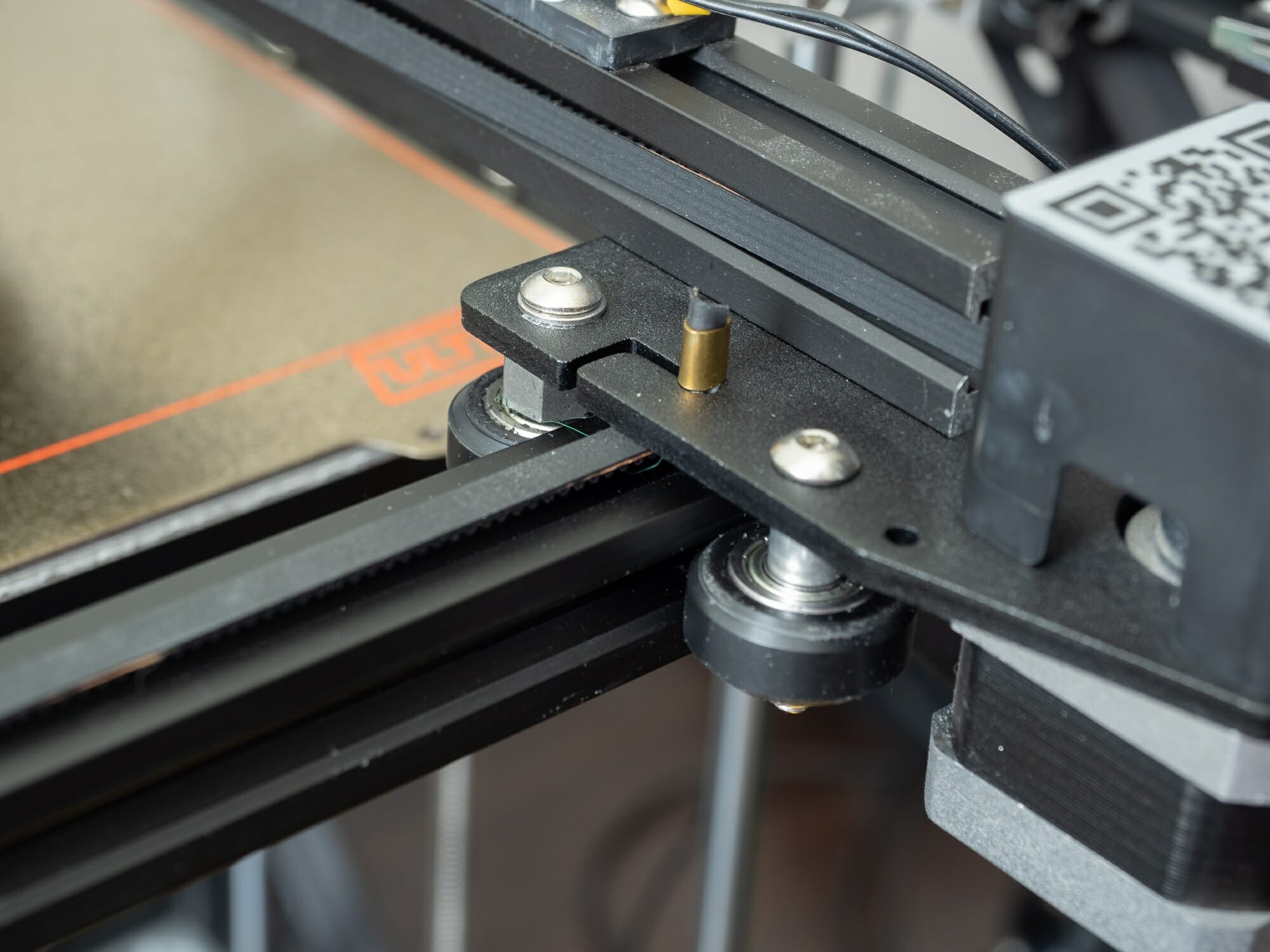
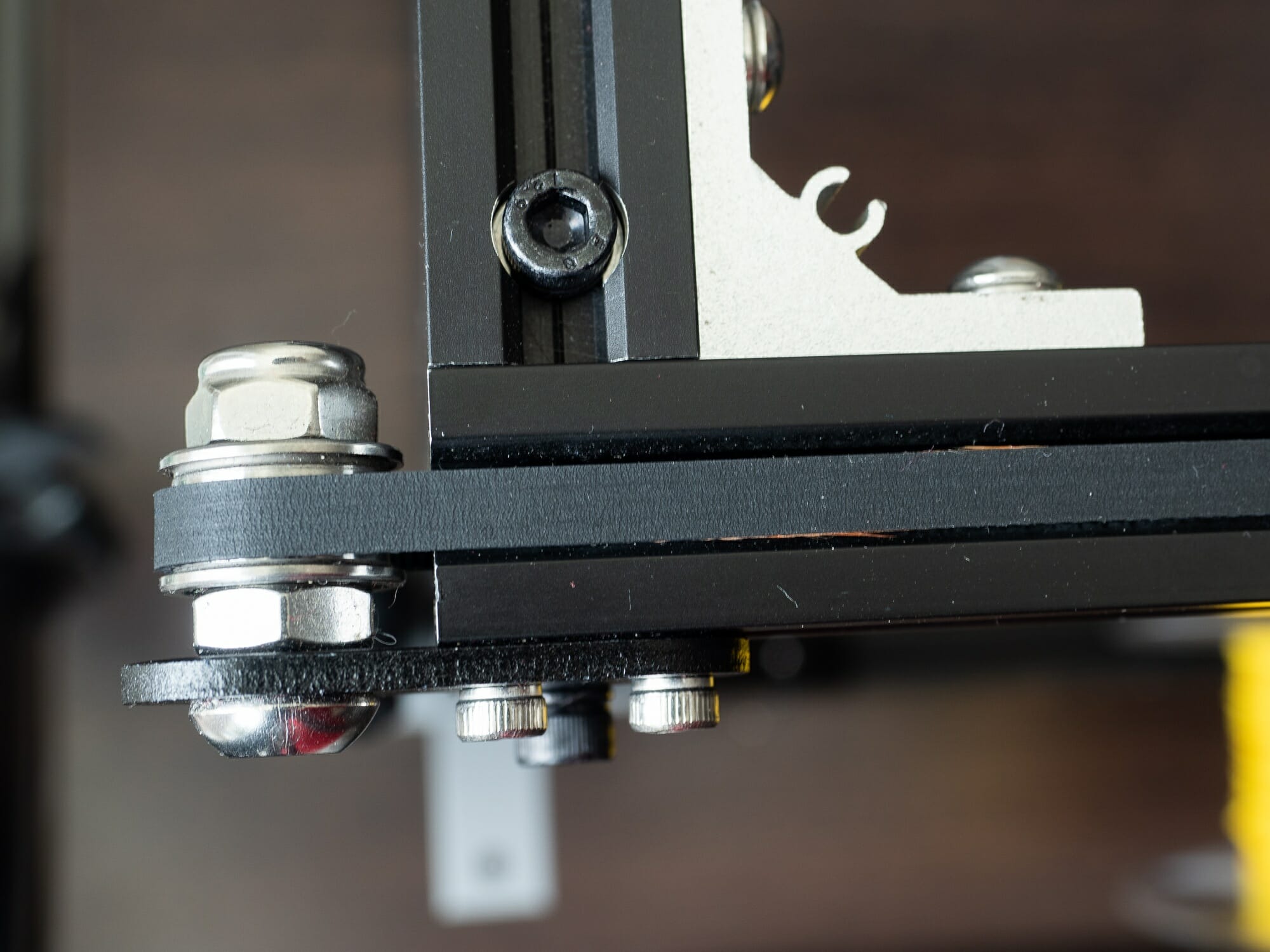
Regulacja rolek (kółek)
Jeśli nasza drukarka, w którejś z osi wykorzystuje rolki poruszające się po profilach ( typu v-slot), konieczna będzie ich regulacja.
Każdy wózek z rolkami posiada 1 lub 2 tulejki mimośrodowe, kręcąc nimi (przy pomocy płaskiego klucza) w jedną lub drugą stronę, dociskamy lub odsuwamy daną rolkę od prowadnicy.
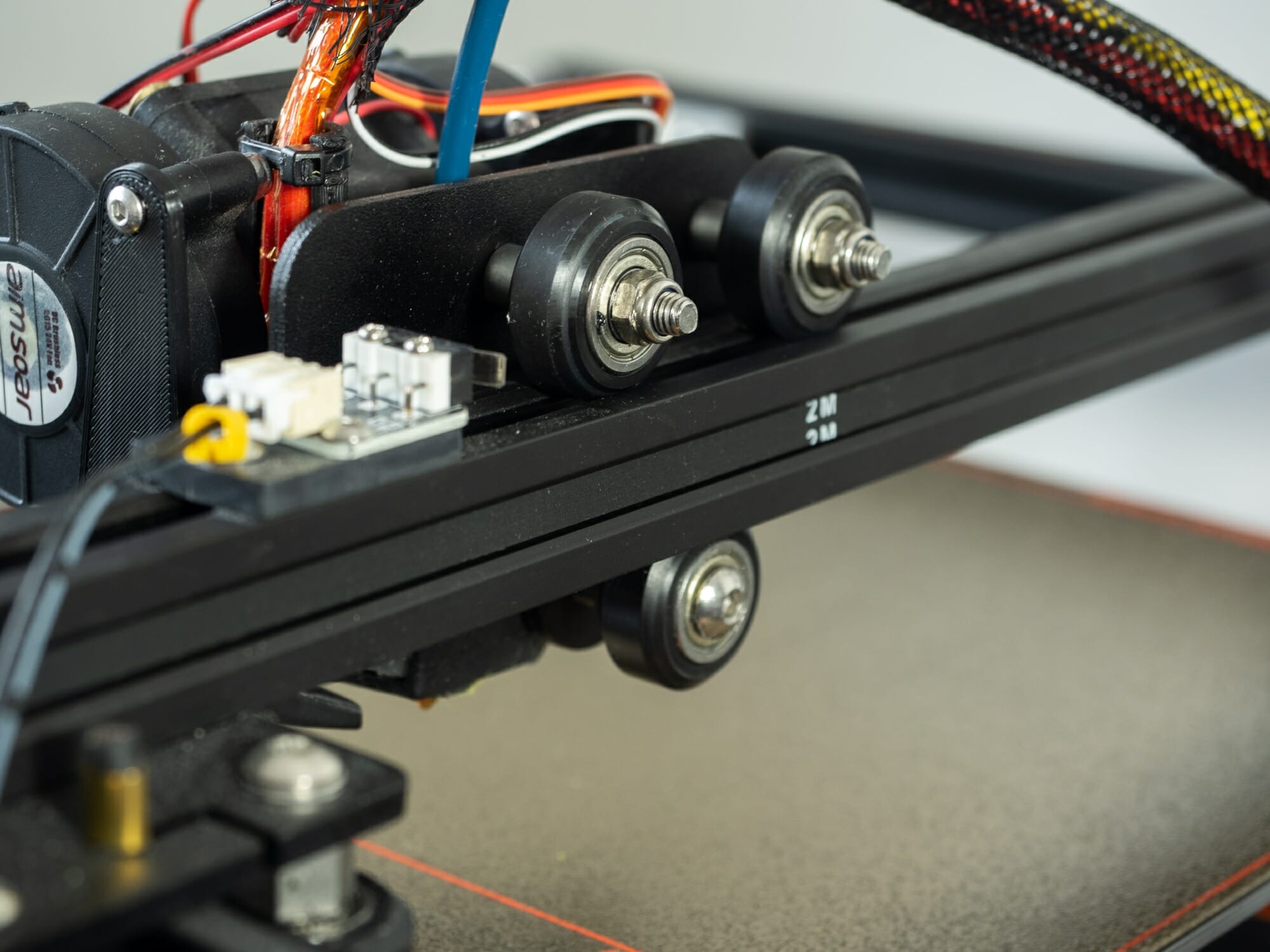
• Jeśli kółka są zbyt luźno – wózek będzie się „chybotał”, a na powierzchni wydruków pojawią sie artefakty.
• Jeśli kółka są zbyt ciasno – wózek będzie wywierał duży opór w ruchu, a rolki szybko się zużyją.
Przyjmuje się, że odpowiednio ustawione rolki, powinno dać się obrócić ręką z wyczuwalnym oporem, jednocześnie trzymając cały wózek w miejscu.
Dodatkowo upewnij się, że wszystkie wózki przesuwają się lekko i bez żadnych uskoków w całym zakresie swojego ruchu.
Regulacja pasków
Sprawdź, czy paski są ustawione centralnie na wszystkich kołach napędowych i pasowych oraz upewnij sie, że są odpowiednio napięte.
Niestety, nie ma uniwersalnej metody, aby stwierdzić, czy pasek naciągnięty jest prawidłowo.
Zakłada się, że dobrze naciągnięty pasek powinien delikatnie „ugiąć” się pod naciskiem palca, podobnie do struny w gitarze.
Sam proces regulacji pasków, jest na tyle prosty i szybki, że zawsze możemy go powtórzyć, jeśli stwierdzimy, że zachodzi taka potrzeba.
Smarowanie
Jesli nasza drukarka wykorzystuje śrubę trapezową lub kulową, wałki po których poruszają się łożyska lub prowadnice liniowe, zanim zaczniemy kalibrację drukarki, musimy zadbać, aby były odpowiednio nasmarowane. Świetnie sprawdzi sie tutaj smar litowy.
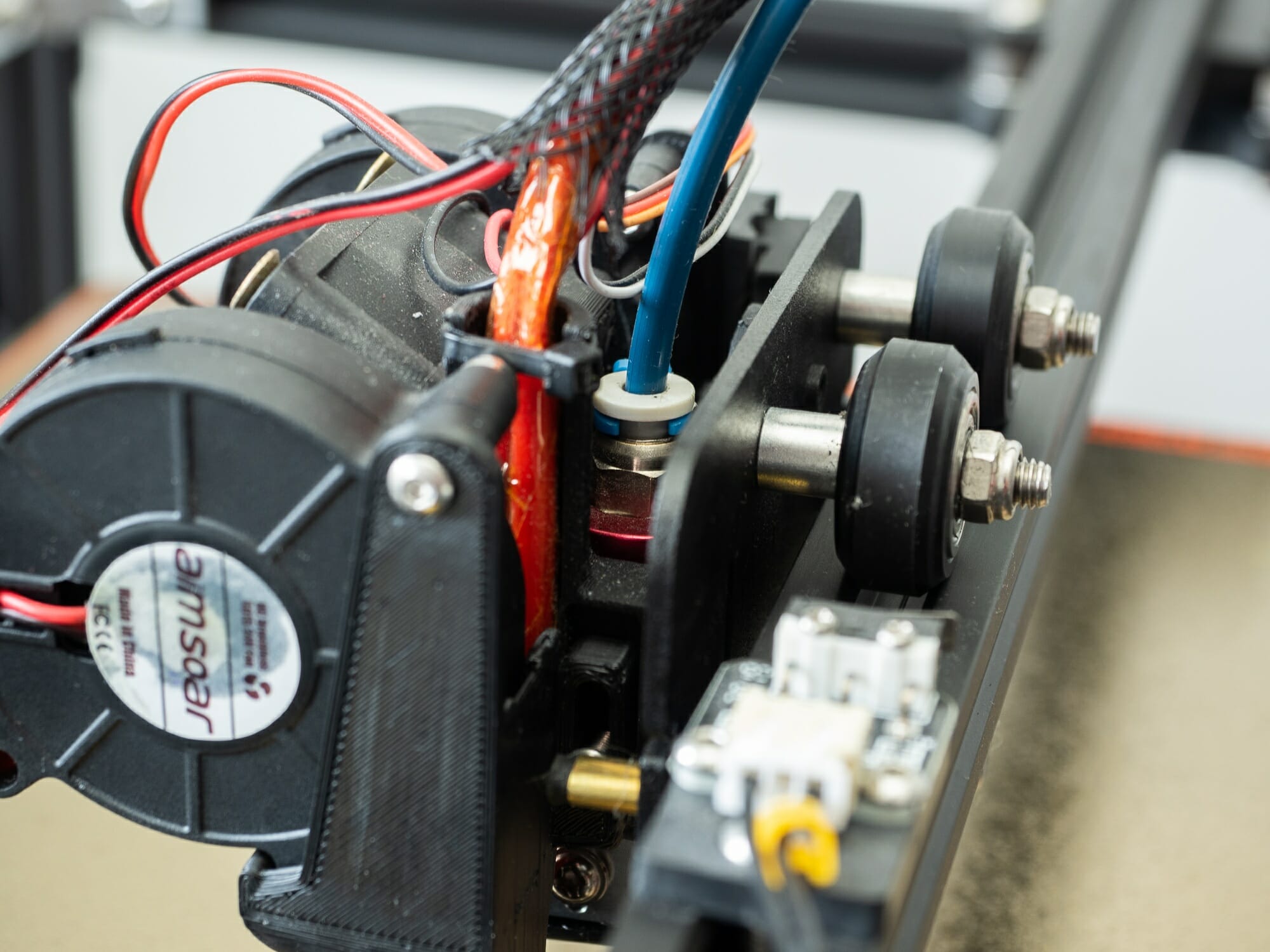
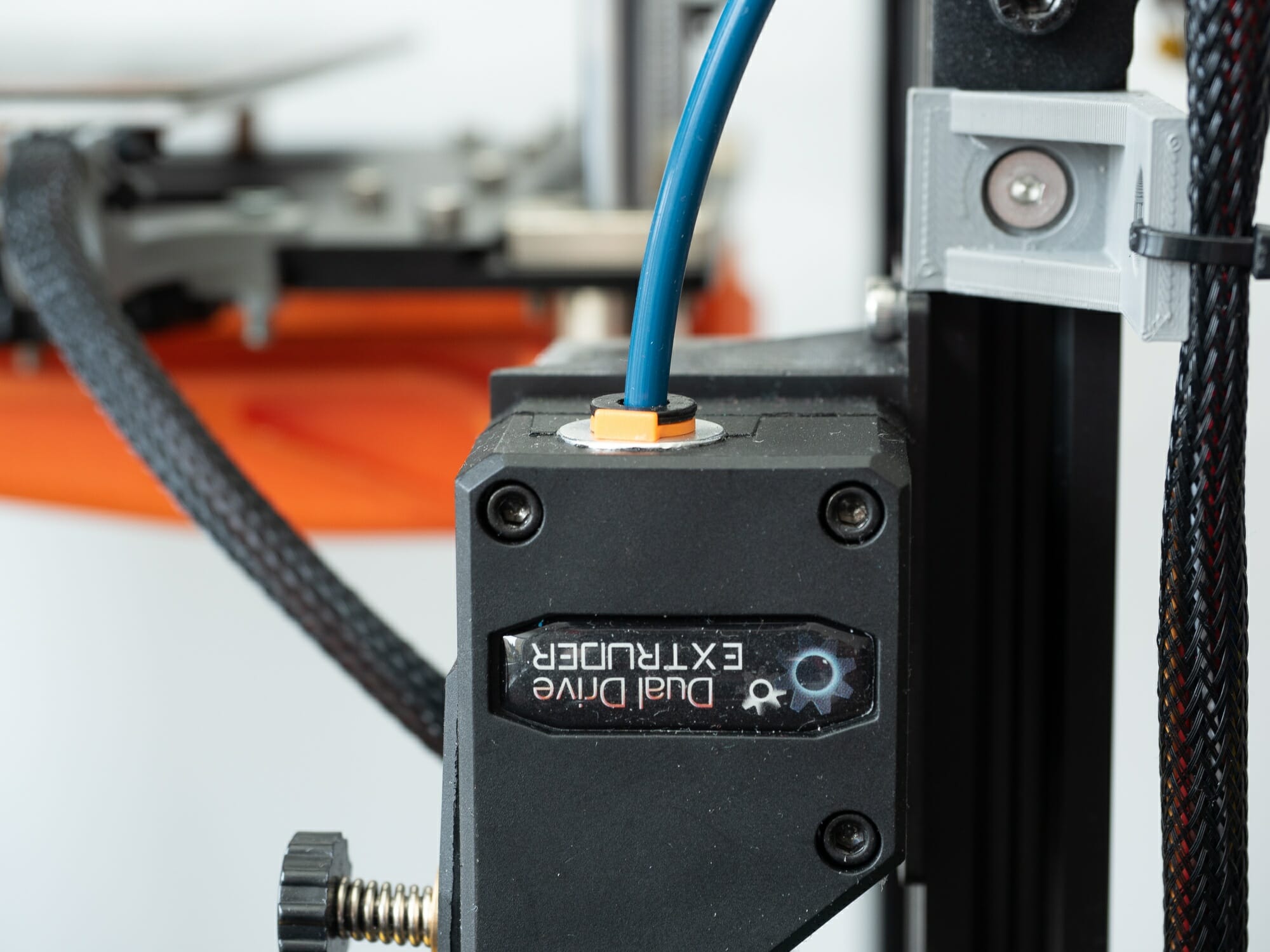
Rurka PTFE (bowden)
Jeśli twoja drukarka działa w systemie tzw. bowden, co w skrócie oznacza, że ekstruder zamontowany jest na nieruchomej części drukarki, a filament do hotendu podawany jest przez teflonową rurke (bodwen), upewnij się, że rurka PTFE jest dobrze osadzaona w złączkach pneumatycznych, zarówno przy ekstruderze, jak i po stronie hotendu, a same złączki są dobrze dokręcone. Te dwa elementy powinny być ze sobą połączone „na sztywno”. Ruch rurki bowdena względem złączki może negatywnie wpłynąć na jakość wydruku.
Na złączkę warto też założyć specjalny pierścień, który uniemożliwa jej odblokowanie i wysunięcie się rurki.
Dysza
Z założenia dysza powinna być prawidłowo dokręcona do bloku grzejnego i gotowa do pierwszego wydruku, jeśli jednak dysza nie jest wkręcona lub masz jakiekolwiek wątpliwości, czy została właściwie założona, skorzystaj z naszego poradnika jak prawidłowo wymienić dyszę.

Po wykonaniu powyższych kroków możemy przejść do kolejnego etapu.