Silniki krokowe w drukarce 3D, jak sama nazwa wskazuje, wykorzystują tzw. kroki do określenia wartości obrotu. W specyfikacji danego silnika wartość jednego kroku podana będzie w stopniach, a ilość kroków na 1 mm (steps/mm) będzie zależała od rodzaju napędu danej osi (np. pasek lub śruba) oraz zastosowanych przełożeń. O ile wartość ta, dla osi X, Y oraz Z, w danej drukarce nie zmiania się, chyba że dokonujemy poważnych modyfikacji napędu, o tyle w przypadku ekstrudera, każda zmiana osprzętu (cały ekstruder, radełko), a nawet samego filamentu może wymagać kalibracji ilości kroków na mm tzw. E-steps.
Kalibracja E-steps
W celu przeprowadzenia kalibracji, drukarkę podpinamy do komputera i uruchamiamy program z terminalem gcode np. Repetier-Host.
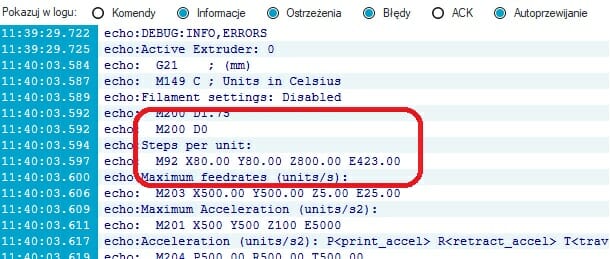
• Aby poznać obecną wartość E-steps naszej drukarki wpisz komendę M503, a w otrzymanych danych znajdź linijkę Steps per unit oraz M92, gdzie wartość E określa bierzącą ilość kroków ekstrudera.
• Podgrzej dyszę do temperatury druku obecnie zainstalowanego filamentu (możesz ustawić kilka stopni więcej).
• Zmierz i zaznacz (np. markerem) odcinek filamentu dokładnie 120mm od miejsca, gdzie filament „wchodzi” do ekstrudra.
• W tym momencie musisz wydać drukarce polecenie wysunięcia 100mm filamentu. Możesz tego dokonać na kilka sposobów, poprzez interfejs drukarki, interfejs programu na komputerze lub terminal.
W przypadku pierwszej opcji wchodzimy w zakładkę Prepare -> Move axis -> Extruder, zadajemy dystans 100mm i czekamy.
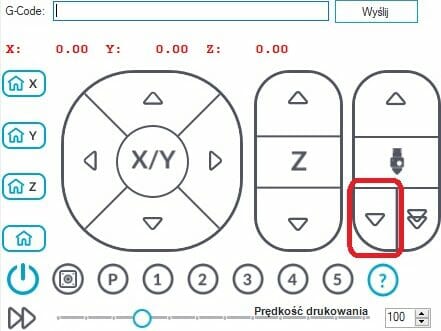
Aby wysunąć filament przez interfejs programu Repetier-Host musimy nacisnąć strzałkę w dół pod symbolem dyszy, tak aby wskazywana wartość wynosiła 100. Nie należy używać, podwójnej strzałki obok, gdyż spowoduje to bardzo szybkie wysunięcie filamentu, a ekstruder zacznie się slizgać.
Jesli chcemy chcemy wykorzystać terminal, wpisujemy komendę G91, która wprowadza naszą drukarkę w tryb względny, co oznacza, że polecenie ruchu o 100mm przesunie materiał o zadaną wartość, a nie na konkretną pozycję 100. Następnie wpisujemy komendę G1 E100 F100, która rozkaże naszemu ekstruderowi wysunąć 100mm filamentu z prędkością 100mm/min.
• Gdy filament się zatrzyma, zmierz zaznaczoną na nim wcześniej odległość od „wejścia” do ekstrudera. Przy idealnie skalibrowanym ekstruderze zmierzona wartość powinna wynosić 20mm (zaznaczone 120mm minus zadane 100mm). Jesli wartość jest inna, oblicz jaki dystans został rzeczywiście wysunięty przez ekstruder.
• Gdy znasz już rzeczywisty dystans wysunięty przez ekstruder, możesz skorzystać z naszego kalkulatora E-steps. Wystraczy, że wpiszasz w nim dwa poznane przed chwilą parametry, a po prawej stronie wyświetli się nowa, prawidłowa wartość.

• Mimo, iż po zresetowaniu drukarki jej tryb zmieni się automatycznie, to dla bezpieczeństwa polecamy wpisać komendę G90, w celu ręcznej zmiany trybu na absolutny.
Zapisywanie nowej wartości E-steps
W celu zapisania nowej wartości E-steps w EEPROM naszej drukarki, należy w terminalu wpisać komendę M92 E(twoja nowa wartość), a następnie zapisać komendą M500.
Interfejs drukarki może umożliwiać wprowadzenie wartości kroków ektrudera w menu, jednak jeśli różnica jest duża (np.200-300 kroków), to może to wymagać bardzo długiego kręcenia gałką. Nie zalecamy też stosowania do tego celu wkrętarki, gdyż takie informacje można znaleść w internecie 🙂
Jeśli zmian dokonujemy przez interfejs drukarki pamiętajmy o wybraniu opcji Store settings, w celu zapisania zmian.
Ponowne sprawdzenie E-steps
Po zapisaniu nowej wartości E-steps, wykonaj ponownie czynności opisane w akapicie „Kalibracja E-steps” i upewnij się, że tym razem dystans wytłoczonego filamentu wynosi dokładnie 100mm.
Kolejny krok -> Kalibracja flowrate