W tym artykule poznasz najistotniejsze ustawienia Prusa Slicera oraz Super Slicera, które musisz znać, aby przygotować swój pierwszy plik do druku. Jak pewnie zauważyłeś, piszemy tutaj o dwóch slicerach, tak to nie pomyłka, ponieważ SuperSlicer, jest zmodyfikowaną i w pewnym sensie nieco bardziej rozwiniętą wersją PrusaSlicer’a, natomiast interface oraz większość podstawowych ustawień pozostaje taka sama 🙂
Podstawowe parametry, które musisz ustawić w slicerze.
Na samym początku musimy w slicerze dodać naszą drukarkę, aby program znał jej parametry. Jeśli slicer posiada podstawowy profil do naszego modelu, wystarczy wybrać go z listy. W przeciwnym przypadku musimy ręcznie wpisać podstawowe parametry, takie jak wielkość stołu roboczego, czy jego kształt.
Oba slicery maja całkiem sporą bazę najpopularniejszych drukarek, więc jest duża szansa, że nie znajdziesz tam również swoją 🙂
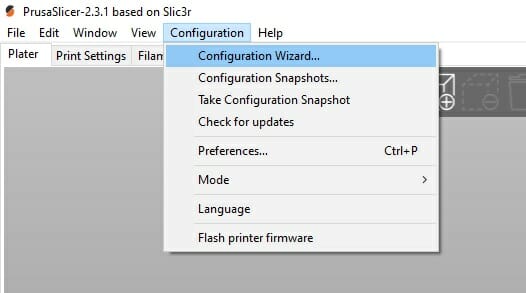
• Na początku wybieramy zakładkę Configuration – Configuration Wizard…, a po chwili pojawi się okno konfiguracji drukarki.
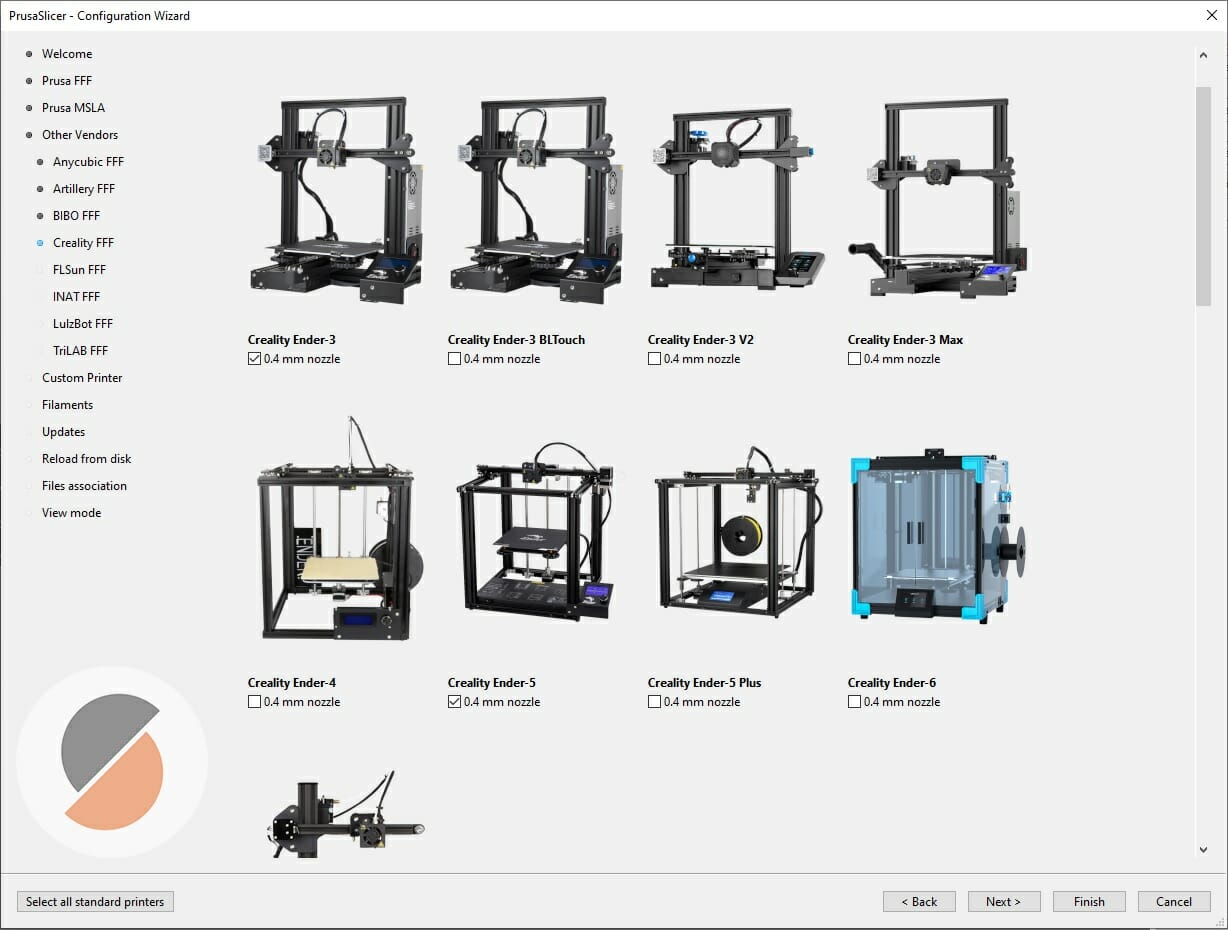
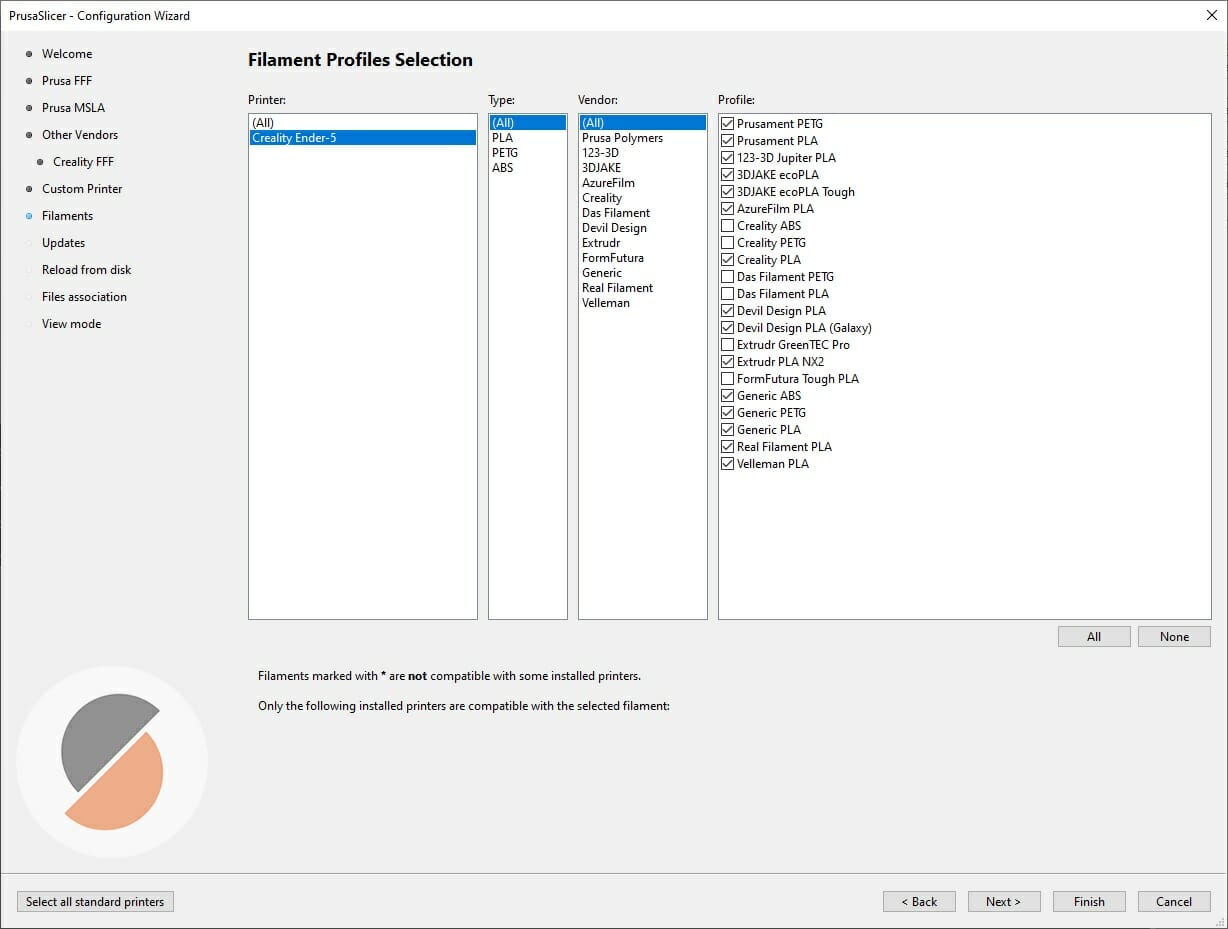
• W naszym przypadku wybraliśmy drukarkę Ender 5. Jeżeli nie znalazłeś swojej drukarki, wybierz zakładkę „Custom Printer”, co spowoduje pojawienie się kilka dodatkowych ustawień, jak wielkość stołu, dane dotyczące ekstrudera, czy używanego oprogramowania i uzupełnij je zgodnie z parametrami twojej drukarki. My dziś jednak zakładamy, że nasza drukarka widnieje na liście.
• W zakładce „Filaments” możesz wybrać, które z gotowych profili filamentów chcesz, aby zostały załadowane do twojego profilu drukarki.
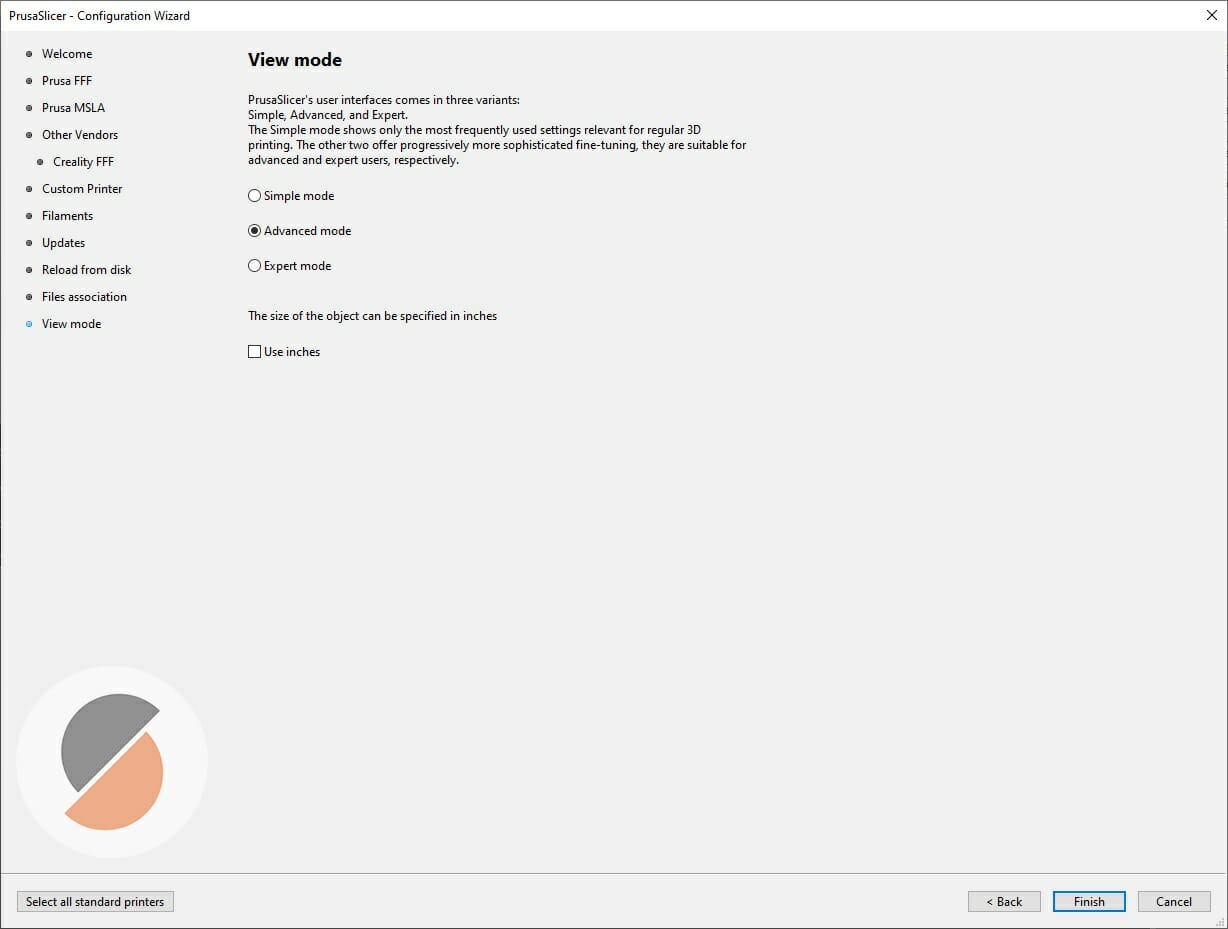
• Następna zakładka, która nas interesuje, to „View mode”, tutaj zalecamy wybranie trybu zaawansowanego „Advanced mode” i klikamy „Finish”. Profil drukarki został właśnie stworzony, możemy przejść do konfiguracji podstawowych parametrów.
Konfiguracja podstawowych parametrów
W każdej z zakładek „Print Settings”, „Filament Settings” oraz „Printer Settings”, znajduje się rozwijane okienko z gotowymi profilami druku, filamentu, czy drukarki. Można tez tworzyć swoje profile lub modyfikować istniejące. Niezależnie od wybranego profilu poniższej znajdziesz informacje, na temat podstawowych ustawień, które musisz znać, chcąc używać drukarki 3d.
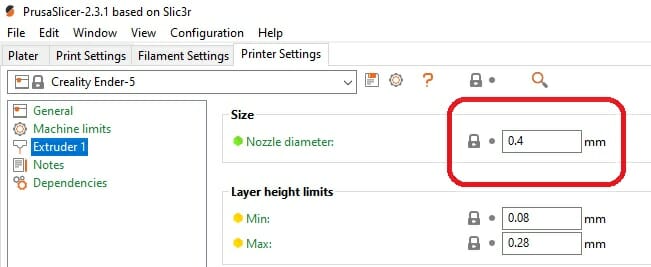
• Line Width (szerokość lini) oraz Nozzle diameter (średnica dyszy) – w opisywanych slicerach istnieje możliwość ustawienia dwóch osobnych parametrów, średnicy dyszy oraz szerokości ścieżki. Średnicę dyszy najlepiej ustawić na wartość nominalną naszej dyszy czyli np. 0.4mm (niedokładnie wykonana dysza, może wymagać wpisania +/- 0.01 mm rzeczywistej wartości, jednak na początku zalecany wpisać wartość nominalną). Natomiast szerokość ścieżki to zupełnie inna historia, tutaj nasze slicery, dają możliwość ustawienie innej wartości dla poszczególnych elementów modelu jak ściany, wypełnienie itd. na początku najlepiej zostawić wartości podstawowe.
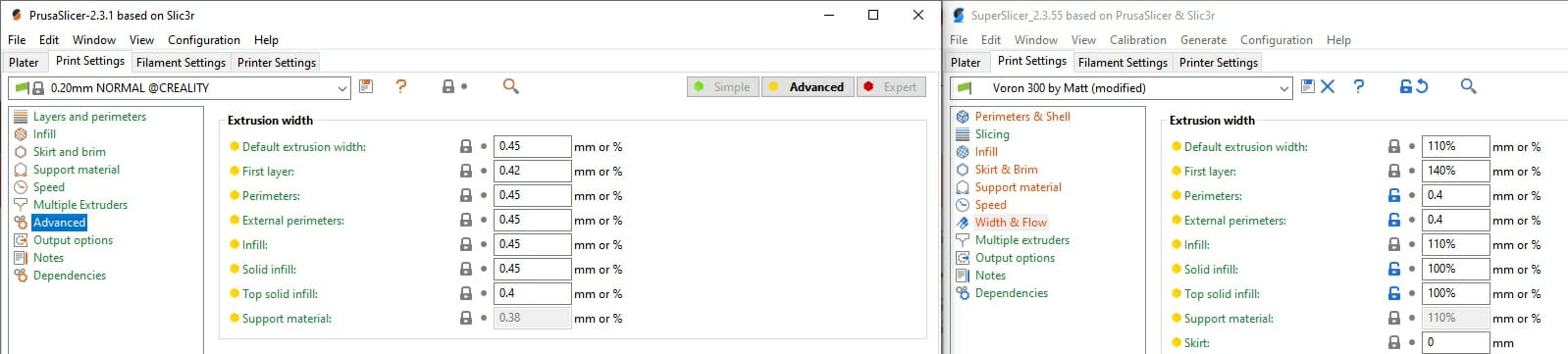
W Prusa Slicer ustawienia szerokości ścieżki są pod zakładką „Print Settings” – „Advanced”, Super Slicer posiada je w tym samym miejscu, natomiast zakładka nazywa się „Print Settings” – „Width & Flow”.
• Layer Height (wysokość warstwy) – jak sama nazwa wskazuje, jest to wysokość warstwy, z jaką bedziemy drukować. Im mniejsza tym lepsza jakość, rośnie natomiast czas druku. Za standardową wartość uważa się tutaj 0.2mm i to właśnie od takiego ustawienia powinieneś zacząć.

• Vertical shells (grubość ściany) – określa jak gruba będzie ściana wydruku. Należy pamiętać, aby grubość ściany była wielokrotnością średnicy naszej dyszy. Zaleca się minimum 2 linie w ścianie, czyli dla dyszy 0.4 mm, bedzie to wartość 0.8 mm. Warto tutaj nadmienić, że grubość ściany znacząco wpływa na wytrzymałość modelu.
• Horizontal shells (grubość dołu i góry) – mowa tutaj o grubość „podłogi” i „sufitu” modelu. Wartość ta powinna być zaś wielokrotnością grubości warstwy. Ustawiając 4 warstwy przy grubości warstwy 0.2 mm, otrzymamy grubość 0.8 mm, co powinno być wystarczające do uzyskania zadowalającego efektu.

• Infill Density (gęstość wypełnienia) – to podawana procentowo gęstość wypełnienia. Wpływa na wytrzymałość. Wartości na poziomie 10 – 25% będą odpowiednie dla większości wydruków, które nie będą poddawane działaniu dużych sił.
• Infill Pattern (wzór wypełnienia) – określa jaki wzór zostanie wydrukowany wewnątrz wydruku, najbardziej wytrzymałe to: Triangles, Cubic oraz Honeycomb.
Wybór tych opcji w obu slicerach minimalnie różni się od siebie, jednak sama idea pozostaje taka sama. Istnieje też możliwość zmiany kształtu, dla poszczególnych rodzajów wypełnienia typu: solid (pełny), top (góra – „sufit”), bottom (doł – „podłoga”)

• Nozle Temperature (temperatura dyszy – to temperatura, do której rozgrzewany będzie filament. Aby dobrze dobrać temperaturę do danego filamentu, przejdź do: kalibracja temperatury druku.
• Bed Temperature (temperatura stołu roboczego) – jeśli nasza drukarka ma podgrzewany stół, w tym miejscu wpisujemy temperaturę do której chcemy go nagrzać. Wymagana temperatura będzie zależała od rodzaju filamentu, którym w danym momencie drukujemy.

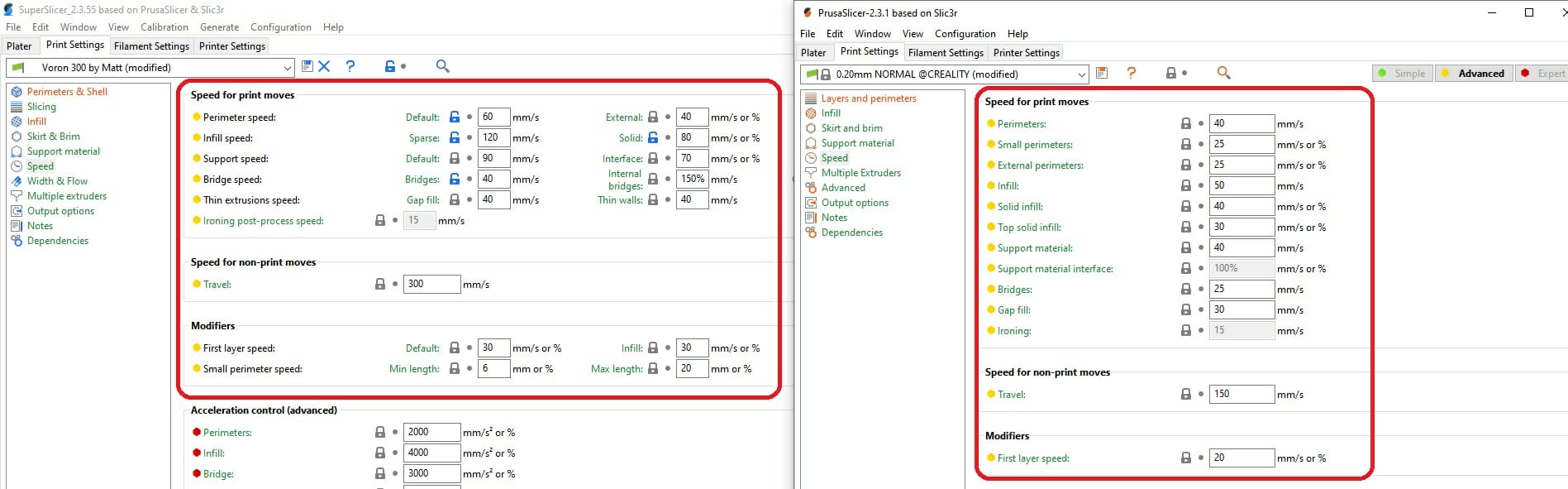
• Print speed (prędkość druku) – tutaj wpisujemy prędkość z jaką chcemy drukować. Oba programy posiadają bardzo dużo możliwości konfiguracji prędkości druku, dla praktycznie każdego elementu modelu z osobna, dlatego, jeśli dla twojej drukarki był gotowy profil, na początku najlepiej zostawić prędkości standardowe. Natomiast, jeżeli chcesz je zmodyfikować lub nie masz gotowego profilu, pamiętaj o zasadzie, ściana zewnętrzna < ściana wewnętrzna < wypełnienie. Te trzy podstawowe prędkości nigdy nie powinny występować w odwrotnej kolejności. Na początku nie przekraczaj 60mm/s i obserwuj drukarkę oraz oceń jakość druku, jeśli nie masz żadnych zastrzeżeń, możesz spróbować podnieść prędkość.
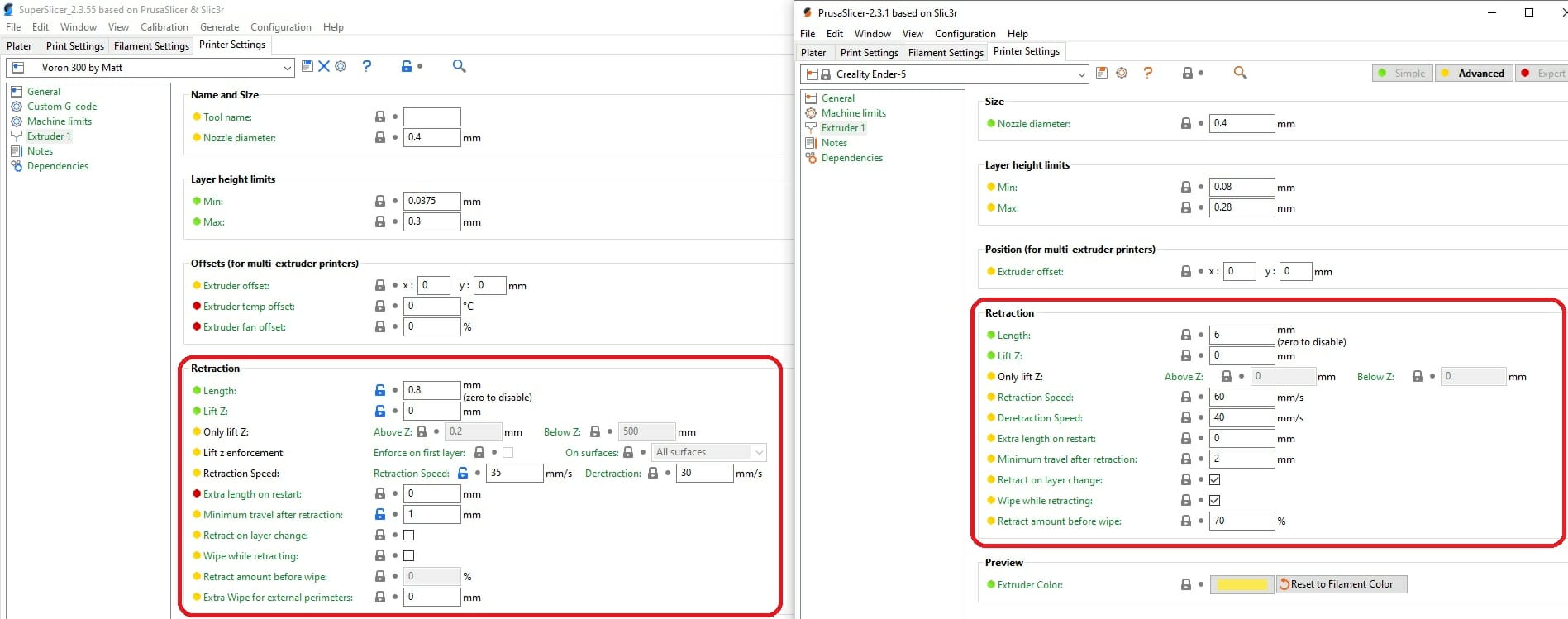
• Retraction Distance (dystans retrakcji) oraz Retraction Speed (prędkość retrakcji) – Dwa podstawowe parametry, które interesuja nas na ten moment to Length (długość) oraz Retraction Speed/Deretraction Speed (prędkość retrakcji i powrotu filamentu), jednak wymagają one kalibracji. Aby dobrać idealne wartości przejdź do artykułu kalibracja retrakcji.
Ciekawostką, może być fakt, że Super Slicer jest ustawiony pod drukarkę Direct Drive, natomiast Prusa Slicer pod Bowden’a. Jak widać różnice w dystansie retrakcji są olbrzymie.
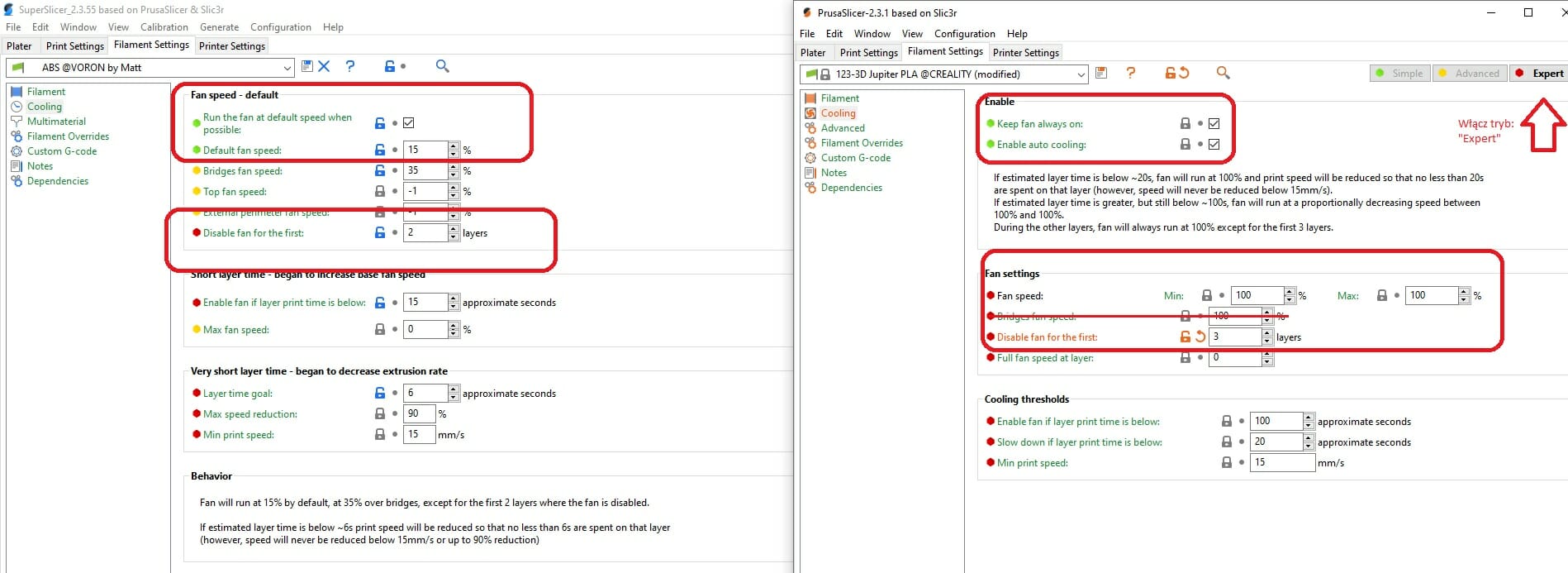
• Print Cooling (chłodzenie wydruku) – jeśli drukujesz z PLA lub PET-G, możesz potrzebować dodatkowego nadmuchu chłodzącego wydruk. W Super oraz Prusa Slicerze, opcje te nie są zbyt intuicyjne, w dodatku, Prusa, wymaga włączenia widoczności ustawień w trybie „Expert”. Na zdjęciu poniżej znajdziesz wskazówki jak ustawić chłodzenie w obu programach.
• Fan speed (prędkośc wentylatora) – podawana w procentach prędkość wentylatora chłodzącego wydruk. Dla PLA zalecana predkosć to 60-100%, natomiast dla PET-G 0-50%.
• Disable fan for the first (wyłącz wentylator dla pierwszych „warstw”) – określa na której warstwie wentylator osiągnie zadaną wcześniej prędkość, gdyż nie powinno sie chłodzic kilka pierwszych warstw. Zalecane ustawienie to 3-4 warstwa.
• Generate Support (wygeneruj podpory) – jeśli nasz wydruk ma elementy, które będą drukowane „w powietrzu”, będziemy potrzebowali wydrukować podpory. Na początku zalecamy włączyć automatyczne dodawanie supportów i w razie potrzeby modyfikować konkretne ustawienia.

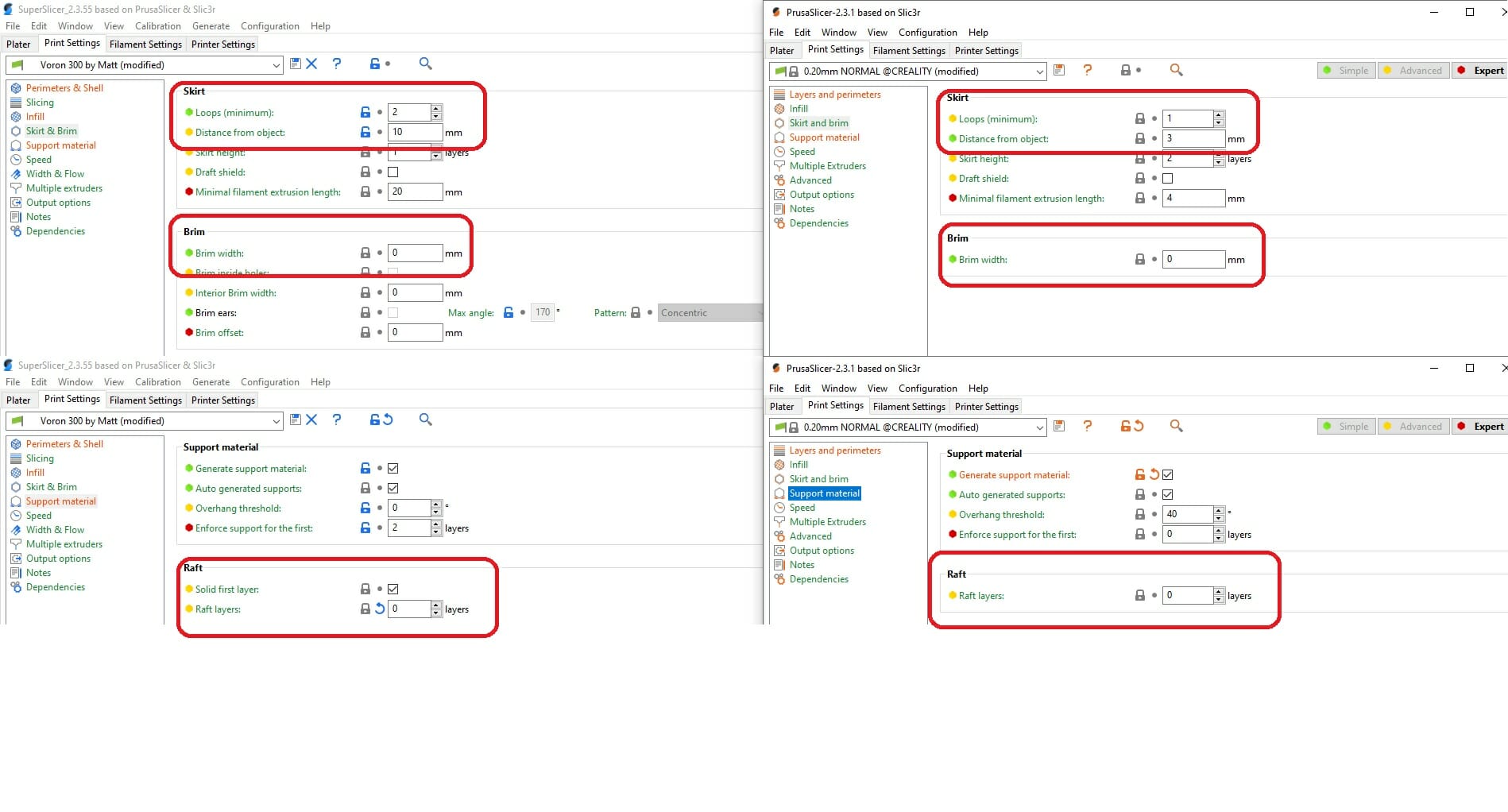
• Skirt, Brim, Raft (typ wspomagania przyczepności do stołu) – jest to ważna opcja, która pozwala zwiększyć przyczepność modelu do stołu. Do wyboru są 3 opcje: Skirt, Brim oraz Raft. Skirt to tylko obrys modelu, pozwalający wyczyścić dyszę przed rozpoczęciem druku. Brim wykonuje kilka obrysów bezpośrednio przy modelu (które później należy oderwać), zwiększają one powierzchnię przylegania modelu do stołu. Raft to tzw. tratwa. Pod modelem drukowana jest dodatkowa płaszczyzna, o większej powierzchni niż sam model, która pozwala maksymalnie zwiększyć przyczepność do stołu. W przypadku PLA i PET-G zazwyczaj wystarczy skirt, chyba że element ma naprawdę małą powierzchnię styku z podłożem.
Podsumowanie
Ustawienie tych, najważniejszych parametrów jest w zupełności wystarczające, aby wygenerować działający plik .gcode, który możesz wydrukować na swojej drukarce.
Natomiast możliwości modyfikacji parametrów druku jest znacznie więcej i zapewne wraz ze wzrostem doświadczenia zaczniesz co raz bardziej zagłębiać się w ustawienia slicera.