Skoro tutaj jesteś, zapewne szukasz podstawowych informacji, jak skonfigurować slicer, czyli program, który pozwala z pliku STL przygotować plik .gcode, zawierający kod, który nasza drukarka zamieni w obiekt 3d.
Sprawa jest o tyle skomplikowana, że istnieje niezliczona liczba slicerów m.in. Ultimaker Cura, Prusa Slicer, Simplify3d, IdeaMaker, a do tego nie ma uniwersalnych ustawień, które sprawdzą się w każdej sytuacji.
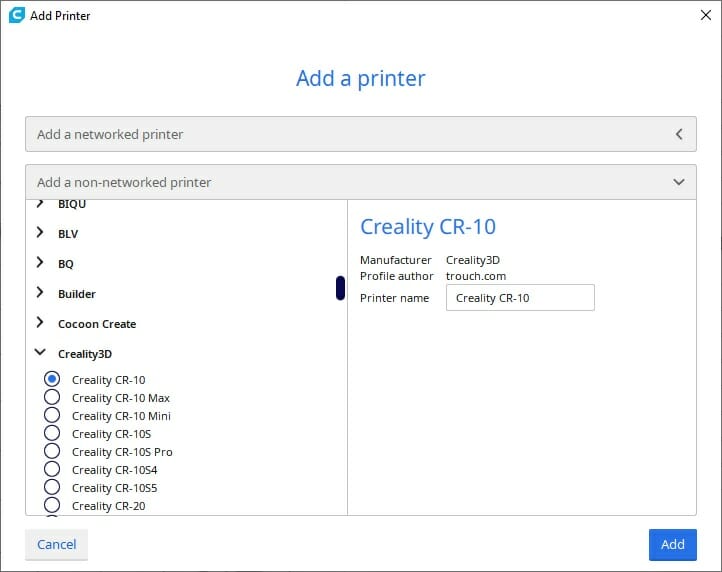
Plusem natomiast jest to, że slicery czesto posiadają gotowe profile dla popularnych drukarek z sugerowanymi ustawieniami, które powinny się sprawdzić na początek. Dlatego, jeśli posiadasz dukarkę Anycubic, Anet, Creality3D, Tronxy lub innej znanej firmy, to istnieje duża szansa, że znajdziesz gotowy profil do twojego modelu.
W artykule skupimy się głównie na wytłumaczeniu najważniejszych ustawień slicera Ultimaker Cura, które musisz znać, aby przygotować swój pierwszy plik do druku.
Podstawowe parametry, które musisz ustawić w slicerze.
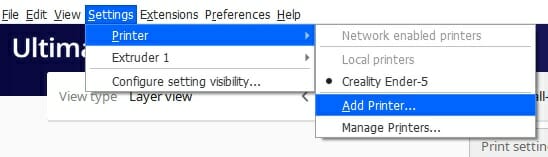
Na samym początku musimy w slicerze dodać naszą drukarkę, aby program znał jej paramatry. Jeśli slicer posiada podstawowy profil do naszego modelu, wystarczy wybrać ją z listy. W przeciwnym przypadku musimy ręcznie wpisać podstawowe parametry, takie jak wielkość stołu roboczego, czy jego kształt.

Cura, umożliwia filtrowanie wszystkich dostępnych parametrów druku, dzięki czemu, na początku, gdy nie mamy jeszcze dużego doświadczenia, nie musimy przewijać długiej listy z ustawieniami i szukać tych które nas interesują.
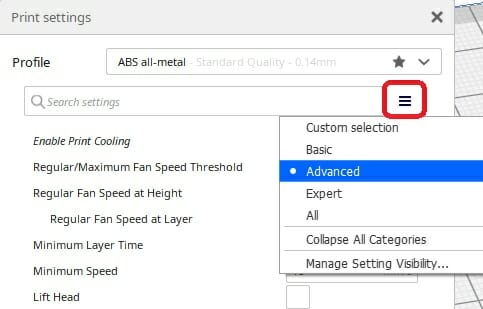
Do wyboru mamy opcje Basic (początkujacy), Advanced (zaawansowany), Expert oraz All (wszystkie). Na początku mimo wszystko zalecamy ustawienie Adcanced, gdyż w opcji basic nie sa widoczne bardzo istotne parametry m. in. dystans/prędkość retrakcji, czy średnica dyszy.
Konfiguracja podstawowych parametrów
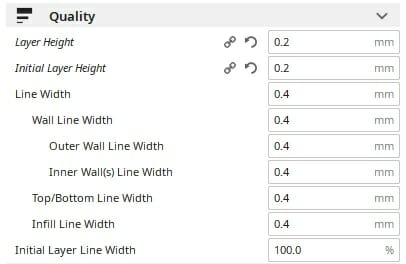
• Layer Height (wysokość warstwy) – jak sama nazwa wskazuje, jest to wysokość warstwy, z jaką bedziemy drukować. Im mniejsza tym lepsza jakość, rośnie natomiast czas druku. Za standardową wartość uważa się tutaj 0.2mm i to właśnie od takiego ustawienia powinieneś zacząć.
• Line Width (szerokość lini) – w tym miejscu powinieneś wpisać średnicę używanej dyszy. Niedokładnie wykonana dysza, może wymagać wpisania +/- 0.01 mm rzeczywistej wartości, jednak na początku zalecany wpisać wartość nominalną.
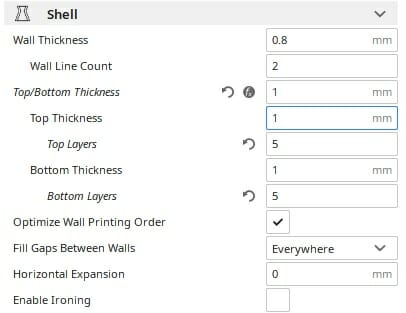
• Wall Thickness (grubość ściany) – określa jak gruba będzie ściana wydruku. Ta wartość wpływa na Wall Line Count (ilość lini w ścianie). Zmieniejąc jedną wartość, automatycznie zmieni się druga. Należy pamiętać, aby grubość ściany była wielokrotnością średnicy naszej dyszy. Zaleca się minimum 2 linie w ścianie, czyli dla dyszy 0.4 mm, bedzie to wartość 0.8 mm. Warto tutaj nadmienić, że grubość ściany znacząco wpływa na wytrzymałość modelu.
• Top/Bottom Thickness (grubość dołu i góry) – mowa tutaj o grubość „podłogi” i „sufitu” modelu. Podobnie jak w przypadku ścian, wartość ta wpływa na Top Layers (górne warstwy) oraz Bottom Layers (dolne warstwy). Wartość ta powinna być wielokrotnością grubości warstwy. Ustawiając 0.8mm przy warstwie 0.2 mm, drukarka zrobi 4 warstwy na dole i u góry, co powinno być wystarczające do uzyskania zadowalającego efektu.
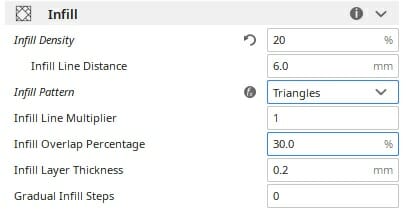
• Infill Density (gęstość wypełnienia) – to podawana procentowo gęstość wypełnienia. Wpływa na wytrzymałość. Wartości na poziomie 10 – 25% będą odpowiednie dla większości wydruków, które nie będą poddawane działaniu dużych sił.
• Infill Pattern (wzór wypełnienia) – określa jaki wzór zostanie wydrukowany wewnątrz wydruku, najbardziej wytrzymałe to: Triangles, Cubic oraz Honeycomb (niedostępny w Curze).
• Printing Temperature (temperatura druku) – to temperatura, do której rozgrzewany będzie filament. Aby dobrze dobrać temperaturę do danego filamentu, przejdź do: kalibracja temperatury druku.
• Build Plate Temperature (temperatura stołu roboczego) – jeśli nasza drukarka ma podgrzewany stół, w tym miejscu wpisujemy temperaturę do której chcemy go nagrzać. Wymagana temperatura będzie zależała od rodzaju filamentu, którym w danym momencie drukujemy.

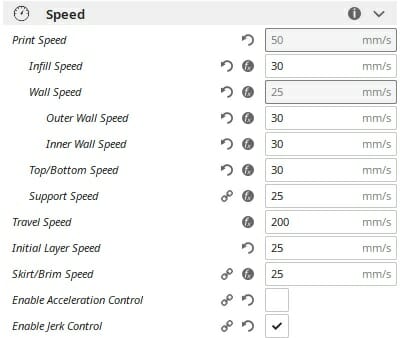
• Print speed (prędkość druku) – tutaj wpisujemy prędkość z jaką chcemy drukować. Opcja ta wpływa na wiele innych opcji, które widzimy poniżej, dzieki czemu nie musimy ustawiać każdej z osobna, Na początek możemy ustawić prędkość 60 mm/s i zobaczyć jakie bedą rezultaty. Gdy zdobędziesz więcej doświadczenia, będziesz zapewne modyfikował prędkości indywidualnie.
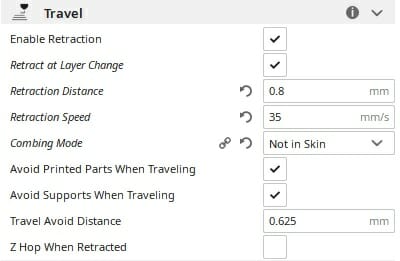
• Retraction Distance (dystans retrakcji) oraz Retraction Speed (prędkość retrakcji) – te parametry wymagają kalibracji. Aby dobrać idealne wartości przejdź do artykułu kalibracja retrakcji.
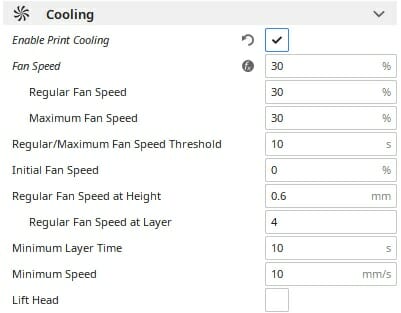
• Enable Print Cooling (włącz chłodzenie wydruku) – jeśli drukujesz z PLA lub PET-G, możesz potrzebować dodatkowego nadmuchu chłodzącego wydruk, ta opcja pozwala go włączyć.
• Fan speed (prędkośc wentylatora) – podawana w procentach prędkość wentylatora chłodzącego wydruk. Dla PLA zalecana predkosć to 60-100%, natomiast dla PET-G 0-50%.
• Regular Fan Speed at Layer (ustawiona prędkość wentylatora „na warstwie”) – określa na której warstwie wentylator osiągnie zadaną wcześniej prędkość, gdyż nie powinno sie chłodzić kilka pierwszych warstw. Zalecane ustawienie to 3-4 warstwa.
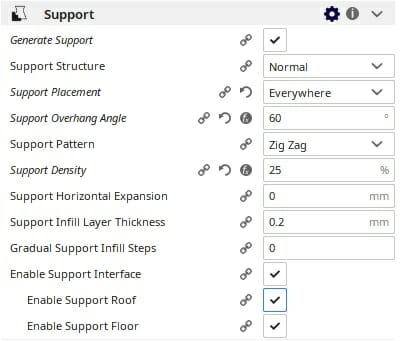
• Generate Support (wygeneruj podpory) – jeśli nasz wydruk ma elementy, które będą drukowane „w powietrzu”, będziemy potrzebowali wydrukować podpory. Zaznaczenie tej opcji włączy je. Opcję Support Structure na ten moment najlepiej ustawić na Normal.
• Build Plate Adhesion Type (typ wspomagania przyczepności do stołu) – jest to ważna opcja, która pozwala zwiększyć przyczepność modelu do stołu. Do wyboru są 3 opcje: Skirt, Brim oraz Raft. Skirt to tylko obrys modelu, pozwalający wyczyścić dyszę przed rozpoczęciem druku. Brim wykonuje kilka obrysów bezpośrednio przy modelu (które później należy oderwać), zwiększają one powierzchnię przylegania modelu do stołu. Raft to tzw. tratwa. Pod modelem drukowana jest dodatkowa płaszczyzna, o większej powierzchni niż sam model, która pozwala maksymalnie zwiększyć przyczepność do stołu. W przypadku PLA i PET-G zazwyczaj wystarczy skirt, chyba że element ma naprawdę małą powierzchnię styku z podłożem.

Podsumowanie
Ustawienie tych, najważniejszych parametrów jest w zupełności wystarczające, aby wygenerować działający plik .gcode, który możesz wydrukować na swojej drukarce.
Natomiast możliwości modyfikacji parametrów druku jest znacznie więcej i zapewne wraz ze wzrostem doświadczenia zaczniesz co raz bardziej zagłębiać się w ustawienia slicera.